İndüksiyon Lehimleme Uygulamaları
Induction soldering is a process that has a wide range of applications across various industries due to its ability to provide rapid, consistent, and precise heating. Here are some of

Çelik Yapıların Kaynak Sonrası Isıl İşlemi (PWHT)
Nedir bu? Çelik yapıların kaynak sonrası ısıl işlemi (PWHT), kaynaklı bağlantıların belirli bir sıcaklığa kadar yeniden ısıtılmasını ve belirli bir süre tutulmasını içeren bir işlemdir.

Rulman İmalatında İndüksiyonla Isıtma
İndüksiyonla ısıtma, yatakları doğrudan temas olmadan ısıtmak için elektromanyetik indüksiyon kullanan bir işlemdir. İndüksiyonla ısıtmanın geleneksel yöntemlere göre daha hızlı ısıtma, daha iyi sıcaklık kontrolü gibi birçok avantajı vardır.

Dişli Sertleştirme Prosesi
Dişli sertleştirme, dişli dişlerinin yüzeyinde sertleştirilmiş bir tabaka oluşturarak dişlilerin aşınma direncini ve yorulma mukavemetini artıran bir işlemdir. Farklı var

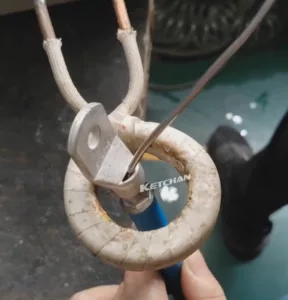
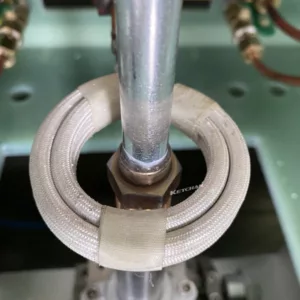
C-Şekilli İndüksiyon Bobini Döner Silindiri Isıtmak için Kaldırıp Kapatabilir
C tipi esnek indüksiyonlu ısıtma bobini, dönen silindiri ısıtmak için kaldırılabilir ve kapatılabilir. Bu özelleştirilmiş C tipi endüksiyon bobini (esnek kablolarla sarılmış), kaldırmak, açmak ve kapatmak için tasarlanmıştır.
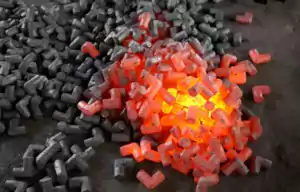
İndüksiyonla Isıtma ile Bağlantı Elemanları İşleme
İndüksiyonla ısıtmayla bağlantı elemanlarının işlenmesi, cıvata, vida, somun ve rondela gibi metal parçaları ısıtmak ve şekillendirmek için elektrik akımı kullanmayı içeren bir işlemdir. İndüksiyonla ısıtma

Otomobil Parçaları için İndüksiyonla Isıtma Çözümleri
İndüksiyonla Isıl İşlemin Avantajları ve Dezavantajları Otomobil Parçaları İndüksiyonla ısıl işlem, metal parçaları veya bileşenleri doğrudan temas olmadan ısıtmak için elektromanyetik alanları kullanan bir işlemdir. Bu

Kaynak Dişi Bıçağı Kovasının Kesici Kenarı için Ön Isıtma
Yüksek frekanslı indüksiyonla sertleştirme makinesi nedir? Ön ısıtma, hidrojen çatlaması riskini azalttığından ve kova kesme kenarının kaynaklanması için önemli bir adımdır.

Rayın İndüksiyonla Sertleştirilmesi
Metalin türüne, istenen sertliğe ve mevcut ekipmana bağlı olarak metal rayın yüzeyini sertleştirmenin farklı yöntemleri vardır. Yaygın yöntemlerden bazıları
Paslanmaz Çelik Tavlama Prosesi
Paslanmaz çelik için tavlama işlemi, malzemenin fiziksel ve bazen kimyasal özelliklerini değiştirerek sünekliğini artıran ve sertliğini azaltan bir ısıl işlemdir.

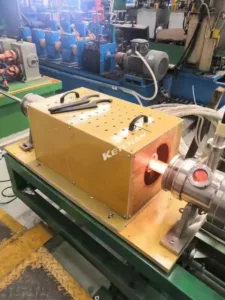
Boru ve Tüp İndüksiyonla Isıtma
İndüksiyonla ısıtma, metal bir nesneyi doğrudan temas etmeden ısıtmak için elektromanyetik indüksiyon kullanan bir işlemdir. Boru ve tüp endüstrisinde çeşitli amaçlarla yaygın olarak kullanılmaktadır,

Metal neden elektromanyetik indüksiyon nedeniyle ısı üretir?
Metal, iki ana etki nedeniyle elektromanyetik indüksiyon nedeniyle ısı üretir: Joule ısınması ve manyetik histerezis. Joule ısınması, içinden geçen elektrik akımlarının sonucudur.

Kompozit Malzemelerin İndüksiyonla Isıtması
İndüksiyonla ısıtma, ferromanyetik ve iletken malzemeleri ısıtmak için alternatif bir elektromanyetik alan kullanan ve geçmişte polimerik malzemelere ve kompozitlere uyarlanmış bir teknolojidir.

İndüksiyonlu Isıtma Teknolojisi 5G Sektörü İçin Neler Yapabilir?
İndüksiyonla ısıtma teknolojisi, 5G bileşenlerinin ve cihazlarının üretimi, test edilmesi ve onarılması açısından 5G endüstrisine potansiyel olarak fayda sağlayabilir. Mesela: 5G bileşenlerinin imalatı ve

Hafriyat Makinası Burcu İndüksiyonla Sertleştirme
Hafriyat Makinesi Burcunun indüksiyonla sertleştirilmesi, hafriyat ekipmanında kullanılan çelik parçaların sertliğini ve dayanıklılığını arttırmak için indüklenmiş ısı ve hızlı soğutmayı kullanan bir işlemdir1.

Kazan ve boru hattı yalıtımının elektromanyetik indüksiyonla ısıtılması
Kazan ısıtması için neden elektromanyetik indüksiyonlu ısıtma kullanılıyor? Elektromanyetik ısıtma kazanları, alan ısıtma gibi çeşitli amaçlarla su veya diğer sıvıları ısıtmak için indüksiyonla ısıtma kullanan cihazlardır.

İndüksiyon Lehimleme ve İndüksiyon Lehimleme Makinesi Nedir?
İndüksiyon lehimleme nedir? İndüksiyon lehimleme, iki metal yüzeyin lehim adı verilen bir dolgu metali kullanılarak birleştirilmesi işlemidir. Lehim daha düşük bir sıcaklıkta erir
İndüksiyonla Sertleştirme Prosesi Rehberi
KETCHANİndüksiyonla Isıtma Makinesi Frekans Aralığı: 1 kHz-600 kHz Makine Fiyatını Al İndüksiyonla sertleştirme, metal bir parçanın alternatif bir ısıl işlemle ısıtıldığı bir yüzey sertleştirme türüdür.

Nadir metallerin ultra yüksek sıcaklıkta indüksiyonla eritilmesi yöntemi
Nadir metallerin ultra yüksek sıcaklıkta indüksiyonla eritilmesi yöntemi, metallerin bir indüksiyon fırınında çok yüksek sıcaklıklara, genellikle 2000 °C'nin üzerine ısıtılmasını içeren bir tekniktir.
İndüksiyon Lehimleme Bakırdan Alüminyuma
Yüksek Frekanslı Lehimleme Bakır ve Alüminyum Bakırdan Alüminyuma Lehimleme İndüksiyonla Lehimleme Pirinç ve Alüminyum İndüksiyonla lehimleme bakırdan alüminyuma, bu iki farklı metalin birleştirilmesi için bir işlemdir.

İndüksiyonlu Isıtma Tabancası
İndüksiyonlu ısıtma tabancası nedir? İndüksiyonlu ısıtma tabancası, hareketli bir indüksiyonlu ısıtma makinesinin bir parçasıdır. İndüksiyonlu ısıtma tabancası, yüksek frekanslı manyetik alanlar kullanan, elde taşınan bir cihazdır.
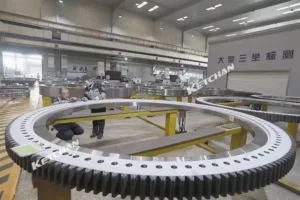
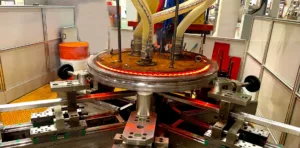
Rüzgar Enerjisi Jeneratörü Rulman İndüksiyon Sertleştirme
Rüzgar Enerjisi Jeneratörü Rulmanları için CNC Sertleştirme Tezgahı Rüzgar enerjisi jeneratörlerindeki büyük rulmanlar, rüzgar türbinlerinin tasarımındaki temel bileşenlerdir. Sertleşme kalitesi

Elektrikli Araç İndüksiyonlu Isıtma & Sertleştirme & Lehimleme
Elektrikli Araçlar ve İndüksiyonla Isıtma Son birkaç yılda insanların elektrikli araçlara olan talebi önemli ölçüde arttı ve elektrikli araçlar büyük şirketlerin takip ettiği yeni bir yol haline geldi.

Pim milleri ve diğer mil iş parçaları için indüksiyonla sertleştirme ekipmanı nasıl seçilir?
Pim mili, kullanım sırasında dış kuvvetlerden etkilenecek ve aşınmanın ciddi olacağı bir tür bağlantı elemanıdır. Gücü arttırmak lazım




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}