Ölü yakma olmayan kaynak ve indüksiyonla ısıtma neden geleneksel kaynak yöntemlerinin yerini alabilir?
İndüksiyon kaynağı yaygın olarak yaşamda, otomobillerde, klimalarda, havacılıkta, nükleer endüstride, gemi yapımında, inşaatta vb. özellikle endüstride en çok kullanılmaktadır ve Çin ekonomisinin gelişmesiyle birlikte kaynak teknolojisi vazgeçilmez bir işleme aracı haline gelmiştir. .
Bu resim herkese tanıdık gelmeli. Çocukken bir araba tamirhanesinin önünden geçerken sık sık gördüğümü hatırlıyorum. Şimdi görüyorum ve çok duygusal. Kıvılcımlar uçuyor.
Ancak şimdi, bilim ve teknolojinin sürekli ilerlemesiyle, bu tür bir manuel kaynak da görülebilir, çünkü küçük atölyeler biraz daha fazla kullanır, ancak iş verimliliğini artırmak ve maliyetlerden tasarruf etmek için yakmadan kaynak ortaya çıktı ve bu indüksiyonla ısıtma Yöntemin en önemli özelliği düşük maliyetli ve yüksek verimli olması ve genellikle orta ve büyük ölçekli sanayilerde kullanılmasıdır.
Peki indüksiyonla ısıtmanın avantajları nelerdir?
Hızlı ısıtma hızı, deformasyonu kolay değil;
hafif oksidasyon;
Yüksek verim.
Otomasyon
Düşük maliyetli.
Güvenlik ve çevre koruma.
İşçilerin teknik gereksinimleri düşüktür.
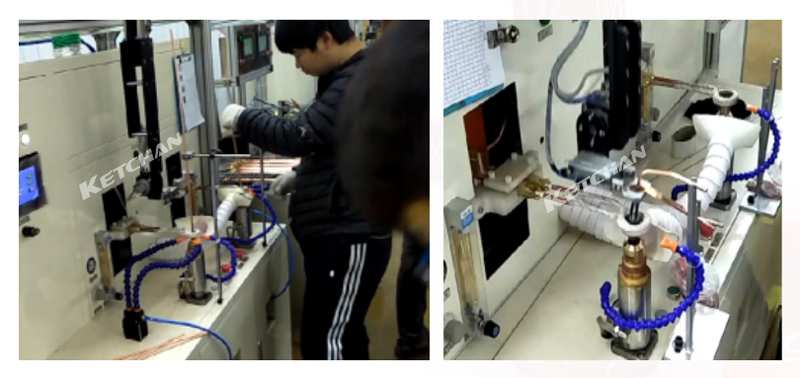
Doğrusal indüksiyon lehimleme sistemi
İndüksiyon lehimleme kaynağı teknik süreci:
Kelepçe -> Lehim yerleştirin -> Kaynak -> Temizleme
1. İş parçası bağlama
Buna basit bir fikstür olarak bakmayın, ancak kaynak etkisini sağlamak için indüksiyonla ısıtmanın fikstür için dört gereksinimi vardır:
1). Yüksek konumlandırma doğruluğu;
2). Basit kullanım. 3). İyi ısı iletimi veya yalıtımı;
4). Yüksek derecede otomasyon, manuel müdahaleyi azaltır.
Çift istasyonlu indüksiyon lehimleme sistemi
2. Lehimleme tozunu yerleştirin
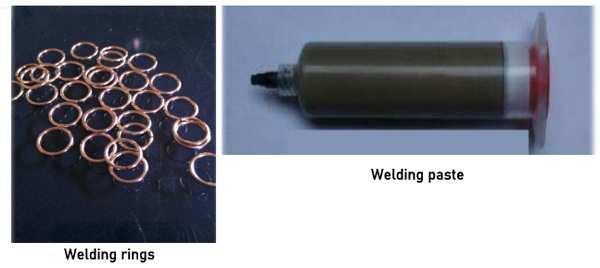
Ürün kenetlendikten sonra lehim yerleştirilebilir. Yaygın olarak kullanılan iki ana lehim şekli vardır, birincisi lehim halkası kullanmak, ikincisi ise lehim pastası kullanmaktır.
İndüksiyon lehimleme için lehimler
3. İndüksiyon Lehimleme
Lehim yerinde olduğunda, lehimleme zamanı. Kaynak işlemi Indüksiyon lehimlemesi tam otomatiktir ve otomatik olarak kaynağa başlamak için operatör tarafından basılması yeterlidir.
4. Temiz
Lehimleme işlemi sırasında, bazı hafif oksit pulları veya katkı kalıntıları olacaktır. İndüksiyon kaynağından sonra ultrasonik temizleme veya kimyasal temizleme ile temizlenebilir.
İndüksiyonla lehimlemenin uygulama alanları:
1. Solenoid valf ve HVAC borularının endüksiyonla lehimlenmesi:
2. Otomobil klima boru hattı montajı:
3. Yeni enerji araç akü paketi su soğutma kayışı ve su soğutma plakası: