-

UHF İndüksiyonlu Isıtma Sistemi
4 Ürünler -
Hava Soğutmalı Isıtma Sistemi
8 Ürünler -
MF İndüksiyonlu Isıtma Sistemi
9 Ürünler -
Portatif İndüksiyonlu Isıtıcılar
10 Ürünler -
HF İndüksiyonlu Isıtma Sistemi
14 Ürünler -
CNC Sertleştirme Sistemi
14 Ürünler -
İndüksiyonlu Lehimleme Sistemi
15 Ürünler -
İndüksiyon Eritme Sistemi
16 Ürünler















İndüksiyon lehimleme, hızlı, tutarlı ve hassas ısıtma sağlama yeteneği nedeniyle çeşitli endüstrilerde geniş bir uygulama yelpazesine sahip bir işlemdir. Temel uygulamalardan bazıları şunlardır: Otomotiv Endüstrisi Bileşenlerin lehimlenmesinde kullanılır

Nedir bu? Çelik yapıların kaynak sonrası ısıl işlemi (PWHT), kaynaklı bağlantıların belirli bir sıcaklığa kadar yeniden ısıtılmasını ve belirli bir süre tutulmasını içeren bir işlemdir. PWHT'nin amacı mekanik özellikleri iyileştirmek ve

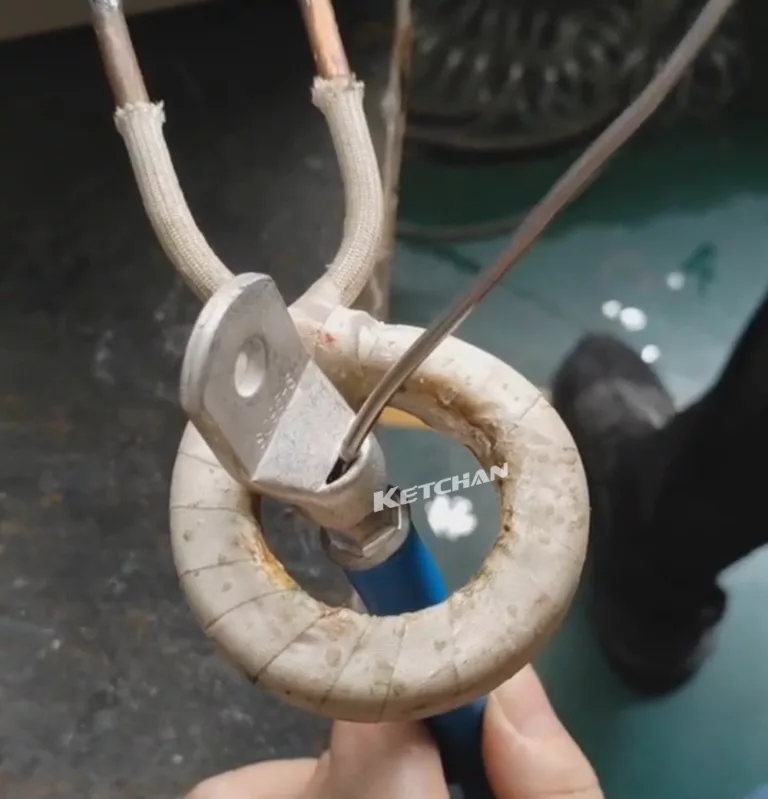
KETCHANmühendisleri, müşterilerle uzun süreli temasların ardından projedeki bazı pratik sorunları çözdü ve özetledi. Müşterilerin endişe duyduğu genel konular arasında aşağıdakiler yer almaktadır. İndüksiyon lehimleme testi bitmiş ürünler ekranı S: İndüksiyon bobini görünüyor

SX CV mafsal dış tekerlek geçiş yolu SX sabit hız üniversal mafsal dış tekerlek geçiş yolu için indüksiyon sertleştirme bobini SX CV bağlantı dış tekerlek geçiş yolu sertleştirme etkisi CVJ Sabit iç tekerlek CVJ için indüksiyon sertleştirme bobinleri Sabit iç tekerlek Sertleştirme