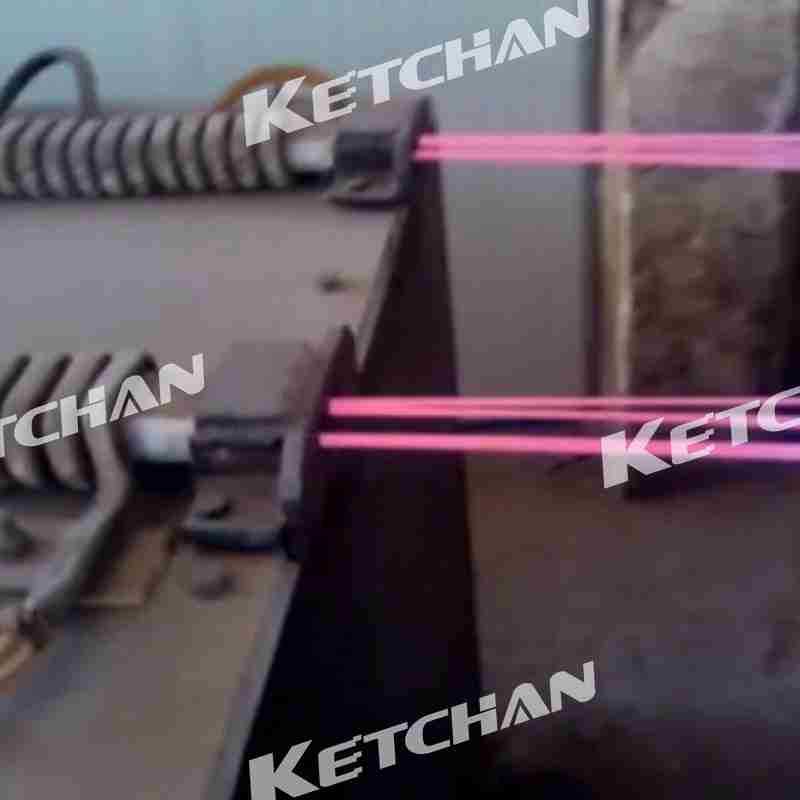
İndüksiyon tavlaması nedir?
İndüksiyonla tavlama, indüksiyonla ısıtmanın bir parçasıdır. Endüksiyonla tavlamanın amacı, en iyi malzeme özelliklerini elde etmek için metal malzemenin sertliğini, tokluğunu ve iç stresini değiştirmektir. Endüksiyonla tavlamanın ana avantajı, her zaman aynı sonucu sağlamak için iş parçasının hedeflenen ve tekrarlanabilir bir şekilde ısıtılabilmesidir. Endüksiyonlu tavlama sırasında ısı, alternatif elektromanyetik alan aracılığıyla doğrudan iş parçasında üretildiğinden, süreç çok hassas bir şekilde kontrol edilebilir ve enerjinin verimli kullanılmasıyla yüksek verim elde edilebilir. Bu, iş parçasının eşit ısı dağılımını ve penetrasyon derinliğini sağlar. İndüksiyon tavlama işleminde, indüksiyonla su vermede olduğu gibi su veya soğutucu ile ani soğutma olmaz, ancak iş parçasının sıcaklığı yavaş yavaş düşürülür. Tüm ısıtma işlemi temassız ve kısadır.
Neden İndüksiyon Tavlama Kullanılır?
Metalin malzeme özellikleri, endüksiyon tavlaması ile çok doğru ve güvenilir bir şekilde geliştirilebilir. İndüksiyon tavlaması, esas olarak, geleneksel işleme kıyasla büyük avantajlara sahip olan yumuşatma tavlaması ve gerilim giderme tavlaması için kullanılır. İndüksiyon tavlaması ile temiz tavlama sırasında malzemedeki safsızlıklar ısıl işlemle giderilebilir.
- İndüksiyonla tavlama işlemi, kesme ve soğuk deformasyon işlemlerini kolaylaştırmak için çeliğin sertliğini azaltabilir ve plastisiteyi geliştirebilir.
- Tahılları inceltin, döküm, dövme ve kaynaktan kaynaklanan mikro yapı kusurlarını, hatta çeliğin mikro yapısını ve bileşimini ortadan kaldırın, çeliğin özelliklerini iyileştirin veya daha sonraki ısıl işlemin mikro yapısına hazırlayın.
- Deformasyonu ve çatlamayı önlemek için çelikteki iç gerilimi ortadan kaldırın.
İndüksiyonla tavlama, mükemmel bir ısıtma kontrolü sağlar çünkü proses, istenen malzeme özelliklerine göre frekans, güç ve (lehimlemeye bakınız) indüksiyon tavlama süresi ile mükemmel bir şekilde düzenlenebilir. Bu, özellikle seri üretimde önemli olan son derece yüksek ısıl işlem kalitesi ve tekrarlanabilirlik sağlar.
Çelik İndüksiyon Tavlama İşlemleri Ve Uygulaması Nelerdir?
Yaygın indüksiyon tavlama işlemleri arasında homojenleştirme tavlaması, tam tavlama, eksik tavlama, izotermal tavlama, küreselleştirme tavlaması, yeniden kristalleştirme tavlaması, gerilim giderme tavlaması vb. yer alır.
| HAYIR. | Tavlama Yöntemleri | Ana amaç | Tavlama İşlemi Özellikleri | Uygulama Aralıkları |
|---|---|---|---|---|
| 1 | difüzyon tavlaması | kompozisyon üniforma | AC30'a (150-200) ℃ ısıtın, uzun süre sıcak tutun ve yavaşça soğutun | Bileşen ayrımına sahip çelik döküm ve dövme ve haddeleme parçaları vb. |
| 2 | Tam tavlama | rafine organizasyon, sertliği azaltın | AC30 (150-200)℃'ye ısıtın, uzun süre sıcak tutun ve yavaşça soğutun | Döküm, kaynak parçaları ve orta karbonlu çelik ve orta karbonlu alaşımlı çelik dövme ve haddeleme parçaları. |
| 3 | Kısmi tavlama | Yapıyı iyileştirin, sertliği azaltın | Acl 10'a (40-60) ℃ ısıtın ve ısı korumasından sonra yavaşça soğutun | Orta ve yüksek karbonlu çelik ve düşük alaşımlı çelik vb. dövme ve haddelenmiş parçalar (mikro yapı inceltme derecesi, tam tavlamadan daha düşüktür) |
| 4 | izotermal tavlama | Yapıyı iyileştirin, sertliği azaltın ve beyaz noktaları önleyin | Ac3 + (30 — 50)℃(hiperötektoid çelik) veya Acl + (20 — 40)℃(ötektoid çelik ve sertlik, ötektoid çelik oluşumunu engeller), belirli bir süreyi koruyun, ardından Ar1'den biraz daha düşük bir sıcaklığa soğutun izotermal dönüşüm ve ardından hava soğutma (hava soğutma) | Orta karbon alaşımlı çelik ve bazı yüksek alaşımlı çelik ağır dökümler, dövmeler ve damgalama parçaları vb. (mikro yapı ve sertlik tam tavlamaya göre daha eşittir) |
| 5 | küreselleştirme tavlama | Karbür küreleştirme, sertliği azaltır, plastisiteyi iyileştirir | Sertliği azaltmak için Acl + (20 — 40)℃ veya Acl'ye ısıtma, ısı koruma izotermal soğutma veya doğrudan yavaş soğutmadan sonra – (20 — 30)℃'yi artırma | Kalıp ve yatak çelik parçaları. Yapısal çelik soğuk ekstrüde parçalar |
| 6 | Yeniden kristalleştirme tavlaması veya ara tavlama | İş sertleşmesinin ortadan kaldırılması | Ac1 – (50-150)℃'ye kadar ısıtma, ısı korumasından sonra havayla soğutma | Soğuk deforme çelik ve çelik parçalar |
| 7 | Gerilim giderme tavlama | İç stresin giderilmesi | Ac1 – (100-200) C'ye kadar ısıtma, ısı korumasından sonra, hava soğutması veya fırını 200-300 ℃'ye soğutma ve ardından hava soğutması | Germanyum çelik parçalar, kaynak parçaları ve dövme parçalar |
Etiketler:satılık, indüksiyon tavlama, indüksiyon tavlama ısıtıcısı, indüksiyon tavlama makinesi, indüksiyon ısıl işlem, Indüksiyon ısıtıcısı, indüksiyon ısıtma, indüksiyon ısıtma makinası, KETCHAN, KETCHAN Electronic, Üreticiler, boru tavlama, fiyat, Tedarikçiler, tüp tavlama, tel tavlama, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- Ziyaret edebilirsin Zhengzhou KETCHAN electronic Co.,ltd Youtube daha fazlası için video odası. Teşekkürler.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}