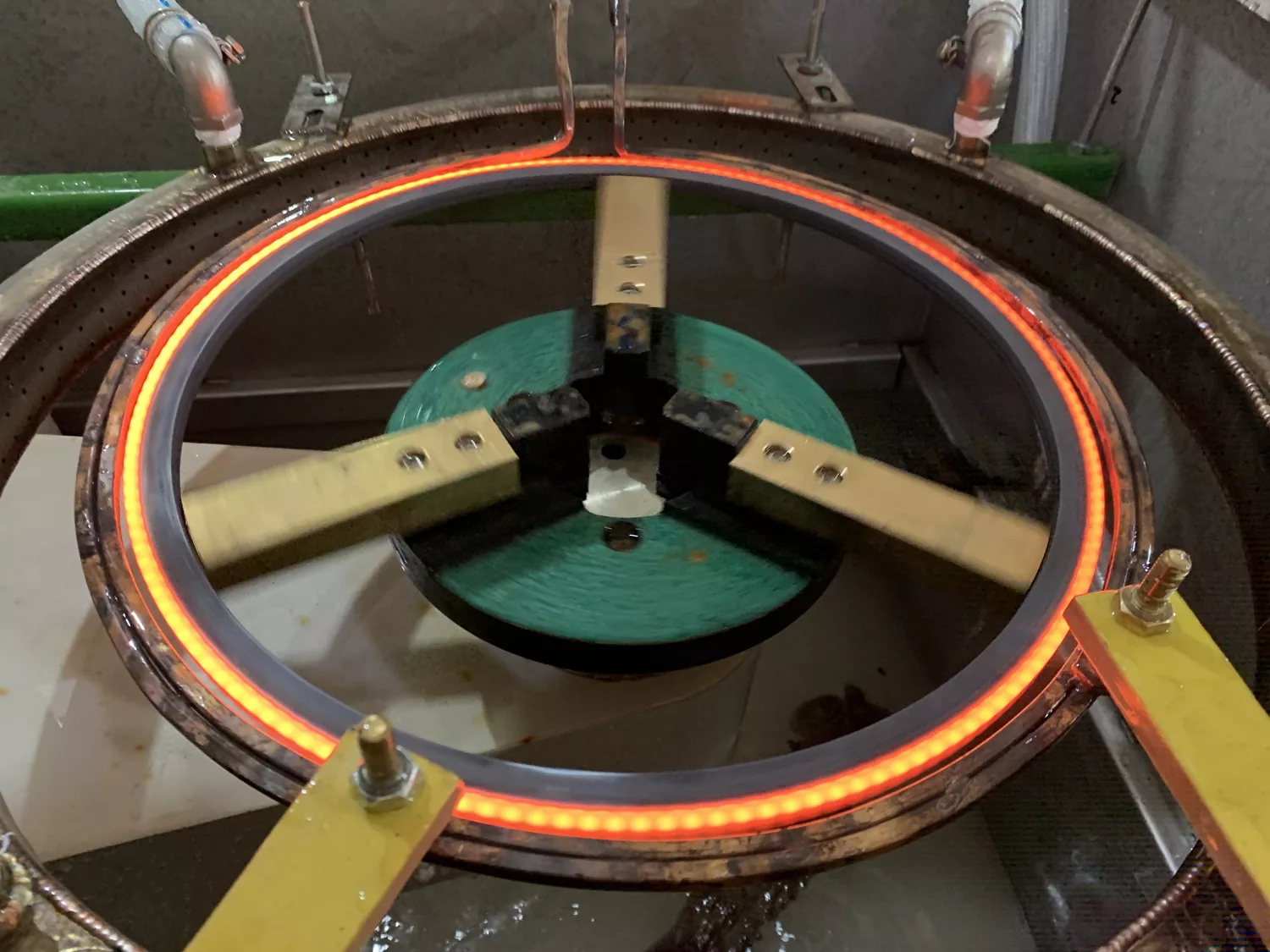
Dişli halkasının indüksiyonla sertleştirilmesi
Alevle sertleştirme ve indüksiyonla sertleştirme, sertliğini ve aşınma direncini artırmak için bir metal iş parçasının yüzeyini ısıtan ve söndüren yüzey sertleştirme işlemleridir. Aralarındaki temel fark, ısı kaynağıdır. Alevle sertleştirme, bir iş parçasının yüzeyini ısıtmak için bir alev kullanırken, indüksiyonla sertleştirme, bir iş parçasının yüzeyini ısıtmak için bir elektromanyetik alan kullanır.
Diğer bazı farklılıklar şunlardır:
- Alevle sertleştirme tipik olarak daha büyük iş parçalarında kullanılırken indüksiyonla sertleştirme tipik olarak daha küçük iş parçalarında kullanılır.
- Alevle sertleştirme, bir iş parçasının tüm yüzeyini sertleştirmek için kullanılabilirken, indüksiyonla sertleştirme yalnızca belirli alanları seçerek sertleştirmek için kullanılabilir.
- Alevle sertleştirme, sertleştirme derinliğini ve sıcaklığını kontrol etme açısından indüksiyonla sertleştirmeden daha düşük doğruluk ve kesinliğe sahiptir.
- İndüksiyonla sertleştirme birçok çelik ve çelik alaşımı için kullanılabilirken, alevle sertleştirme malzeme bileşimi ve karbon içeriği ile sınırlıdır.
Hangi süreç daha uygun maliyetlidir?
Alevle sertleştirmenin ve indüksiyonla sertleştirmenin maliyet etkinliği, yığın boyutu, iş parçası geometrisi, kurulum süresi, takımlama maliyeti ve enerji tüketimi gibi çeşitli faktörlere bağlıdır. Genel olarak alevle sertleştirme, küçük parti miktarları ve karmaşık şekiller için daha uygun maliyetlidir, indüksiyonla sertleştirme ise büyük parti miktarları ve basit geometriler için daha uygun maliyetlidir. Alevle sertleştirme, indüksiyonla sertleştirmeden daha düşük ekipman maliyetine sahiptir, ancak aynı zamanda daha yüksek enerji tüketimine ve daha düşük güvenilirlik faktörüne sahiptir. İndüksiyon sertleştirme süreci otomatikleştirerek ve seri üreterek zamandan ve paradan tasarruf edebilir.
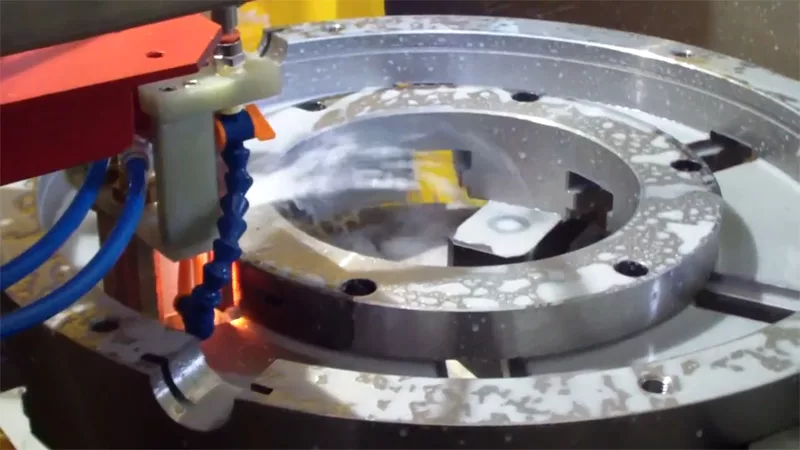
Torna aynasının indüksiyonla sertleştirilmesi

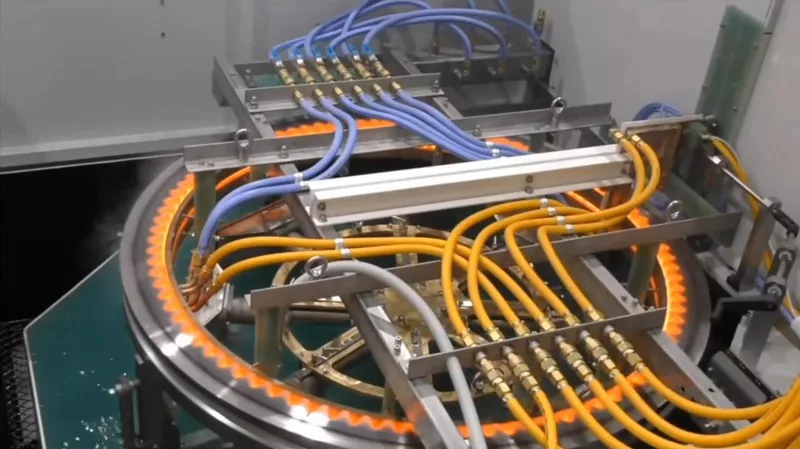
Kılavuz rayın indüksiyonla sertleştirilmesi

Dişli dişinin indüksiyonla sertleştirilmesi
Dişli halkasının indüksiyonla sertleştirilmesi
Alevle veya endüksiyonla sertleştirme kullanan bazı iş parçası örnekleri nelerdir?
Alevle veya endüksiyonla sertleştirme kullanan bazı iş parçası örnekleri şunlardır:
- Yatak yatakları, dişliler, pinyon milleri, vinç tekerlekleri ve basamakları ve petrol sondajı için kullanılan dişli boru. Bu parçalar genellikle orta ila yüksek karbonlu çelikten yapılır ve yüksek sertlik ve aşınma direnci gerektirir. İş parçasının boyutuna ve şekline bağlı olarak alevle veya indüksiyonla sertleştirme ile sertleştirilebilirler.
- Çözeltiye tabi tutulmuş ve temperlenmiş bakır alaşımları. Bu alaşımlar, güçlerini ve dayanıklılıklarını geliştirmek için indüksiyonla sertleştirilebilir.
- Matkaplar, kılavuzlar, raybalar, freze bıçakları, broşlar ve kalıplar gibi takım tezgahları. Bu takımlar genellikle yüksek hız çeliğinden veya takım çeliğinden yapılır ve sert bir kesici kenara ve tok bir göbeğe sahip olmaları gerekir. Kesici kenara odaklanmış bir alev uygulanarak alevle sertleştirilebilirler.
- Eksantrik milleri, krank milleri, akslar, dişliler, pistonlar, valfler ve yaylar gibi otomotiv bileşenleri. Bu bileşenler genellikle düşük alaşımlı çelik veya dökme demirden yapılır ve sert bir yüzey tabakasına ve sünek bir çekirdeğe sahip olmaları gerekir. Yüzey tabakasına bir elektromanyetik alan uygulanarak indüksiyonla sertleştirilebilirler.
Bir iş parçasının sertliğini ve gövde derinliğini nasıl ölçerim?
Bir iş parçasının sertliği ve kasa derinliği, yüzey sertleştirmenin kalitesini ve performansını gösteren iki önemli parametredir. Sertlik, bir malzemenin deformasyona veya nüfuz etmeye karşı direncinin bir ölçüsüdür, kasa derinliği ise bir iş parçasının yüzeyindeki sertleştirilmiş tabakanın kalınlığının bir ölçüsüdür.
Malzeme tipine, sertleştirme işleminin tipine ve istenen doğruluk ve kesinliğe bağlı olarak sertlik ve kasa derinliğini ölçmek için farklı yöntem ve teknikler vardır. Bazı yaygın yöntemler şunlardır:
- Vickers mikro sertlik testi: Bu test, bir iş parçasının yüzeyine küçük bir yük uygulamak için piramit şeklinde bir elmas uç kullanır. Girintinin boyutu mikroskop altında ölçülür ve bir formül veya tablo kullanılarak bir sertlik değerine dönüştürülür. Bu test, bir iş parçasının enine kesiti boyunca çoklu girintiler yaparak ve yüzeyden uzaklığa karşı sertlik değerlerini çizerek kasa derinliğini ölçmek için de kullanılabilir.
- Rockwell sertlik testi: Bu test, bir iş parçasının yüzeyine daha büyük bir yük uygulamak için ya bir elmas koni ya da çelik bilyayı girinti olarak kullanır. Penetrasyon derinliği bir komparatör ile ölçülür ve bir ölçek veya tablo kullanılarak bir sertlik değerine dönüştürülür. Bu test aynı zamanda bir iş parçasının enine kesiti boyunca çoklu girintiler yaparak ve sertlik değerinin belirli bir seviyenin altına düştüğü noktayı bularak kasa derinliğini ölçmek için de kullanılabilir.
- Manyetik yöntemler: Bu yöntemler, bir iş parçasının geçirgenlik, zorlayıcılık veya Barkhausen gürültüsü gibi manyetik özelliklerini ölçmek için elektromanyetik sensörler veya problar kullanır. Bu özellikler, malzemenin mikro yapısı ve sertliği ile ilgilidir ve kasa derinliğini tahmin etmek için kalibre edilebilir.
Etiketler:Alev Sertleştirme, indüksiyon sertleştirme, indüksiyon sertleştirme uygulamaları, indüksiyon sertleştirme ekipmanları, indüksiyon sertleştirme makinası, Endüksiyonla sertleştirme işlemi, indüksiyon sertleştirme çözümleri, indüksiyon sertleştirme sistemi, indüksiyon sertleştirme tavlama, KETCHAN Electronic, Zhengzhou KETCHAN