")
")
")
")
İndüksiyonlu ısıtma sistemi nedir?
Elektromanyetik indüksiyonla ısıtma olarak da bilinen indüksiyonla ısıtma, metalleri veya diğer iletken malzemeleri birleştirmek, ısıl işlem yapmak, indüksiyonla kaynak yapmak ve yumuşatmak için kullanılan bir yöntemdir. Birçok modern üretim prosesi için, ısıtma hızını ve üretim verimliliğini artırmak için imalat endüstrilerinde indüksiyonlu ısıtma sistemleri yaygın olarak kullanılmaktadır.
İndüksiyonlu ısıtma sistemi nasıl çalışır?
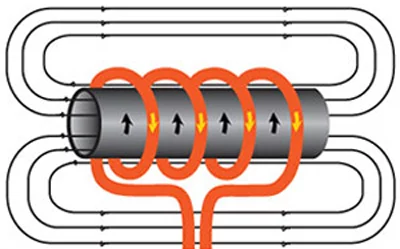
İndüksiyonla ısıtma esas olarak ısıtmak için manyetik alan prensibini kullanır, ısıtma sistemi esas olarak bir indüksiyon bobini, indüksiyonla ısıtma güç kaynağı ve ısıtılmış metal iş parçasıdır.
İndüksiyonlu ısıtma güç kaynağı, AC gücünü daha yüksek frekanslı AC gücüne dönüştürür, indüksiyon bobinine iletir ve bobinde bir elektromanyetik alan üretilir. Isıtılacak metal iş parçası aynı zamanda bir iletken olduğundan, endüksiyon bobini tarafından üretilen manyetik alan çizgilerinin daireleri doğrudan bobine yerleştirilen metal iş parçasına girerek kapalı bir akım döngüsü oluşturacaktır. Ve metal, daha yüksek akımla birleştiğinde daha az dirence sahiptir. Bu yüksek akımlı manyetik indüksiyon hatları metal iş parçasından geçtiğinde, metal içindeki elektronlar çok aktiftir, birbirleriyle çarpışırlar ve metal parçanın hızlı ısınma etkisini elde etmek için ısı enerjisi üretmek üzere birbirlerine sürtünürler.
İndüksiyon ısıtma sistemi uygulaması nedir?
Modern imalat sanayilerinde indüksiyonlu ısıtma sistemleri, aşağıdaki alanlar başta olmak üzere her türlü metal ısıl işlem alanında yaygın olarak kullanılmaktadır.
- indüksiyonla sertleştirme: Dişli, krank mili, eksantrik mili, tahrik mili, çıkış mili, burulma çubuğu, külbütör kolu, üniversal mafsal, valf, kaya matkabı, poyra yatağı, iç ve dış halka kanalı, vb. indüksiyonla sertleştirme işlemi.
- indüksiyon tavlama: İndüksiyonla temperleme, miller, çubuklar ve bağlantılar gibi tüm sertleştirilmiş parçalara uygulanabilir.
- İndüksiyon Lehimleme: Lehimleme teknolojimiz elektrik endüstrisinde yaygın olarak kullanılmaktadır. Genel olarak bakır çubukların, çubukların, kabloların, tellerin ve kısa devre halkalarının lehimlenmesi gibi jeneratörler ve transformatörlerdeki bileşenler için evrensel uygulama. aynı zamanda. Bu teknoloji ayrıca otomotiv endüstrisinde yakıt hatları ve AC sistemleri ve fren bileşenleri endüksiyon lehimleme için kullanılmaktadır. Havacılık endüstrisi ayrıca rüzgar türbini kanatlarının, burç levhalarının ve yakıt ve hidrolik sistemlerinin lehimlenmesinde endüksiyon lehimleme teknolojisini kullanır.
- indüksiyon bağlama: Araba kapıları, motor kaputları, çamurluklar, aynalar ve kalıcı mıknatıslar gibi otomotiv parçaları için. İndüksiyonla ısıtma ayrıca kompozit/metal ve karbon fiber/karbon fiber bağlantıların yapışmasını iyileştirmek için de kullanılabilir.
- İndüksiyon Tavlama: İndüksiyon tavlaması ve normalleştirme boru endüstrisinde yaygın olarak kullanılmaktadır. Ayrıca kabloları, çelik şeritleri, bıçakları ve bakır boruları tavlayabilir.
- İndüksiyon ön ısıtma otomotiv, makine, havacılık, elektrik, beyaz eşya ve gemi inşa sektörlerinde yaygın olarak kullanılmaktadır. Ana uygulama alanı endüksiyon kaynağı ön ısıtmasıdır.
- indüksiyon dövme: İndüksiyonla dövme, metal ve döküm endüstrilerinde kütük ısıtma, çubuklar ve çubuk uçlarının ısıtılması için yaygın olarak kullanılmaktadır. İndüksiyonlu ısıtma sistemleri şu adresten temin edilebilir: KETCHAN Dövme için planlanan metaller arasında alüminyum, pirinç, bakır, çelik ve paslanmaz çelik bulunur.
- indüksiyon eritme: İndüksiyon eritme çözümleri dökümhanelerde, üniversitelerde, laboratuvarlarda ve araştırma merkezlerinde kullanılmaktadır. Çözümlerimiz diş hekimleri için demirli ve demirsiz metallerden nükleer ve medikal/alaşımlara kadar hemen hemen her şeyi eritmek için kullanılabilir.
Komple indüksiyonlu ısıtma sisteminin bileşenleri nelerdir?
İndüksiyonlu ısıtma ve söndürme sisteminin tamamı, indüksiyonlu ısıtma güç kaynağı ve yükünden, CNC söndürme makinesi aletinden, soğutma sisteminden ve diğer bazı yardımcı cihazlardan vb. oluşur.
- İndüksiyonlu ısıtma güç kaynağı bir doğrultucu, invertör ve kontrolden oluşur. Doğrultucu ve invertör kısmı, transistör IGBT'yi kullanır. Kontrol kısmı, indüksiyon ısıtma güç kaynağının başlangıcını mükemmel bir şekilde tamamlayabilen ve çalışma durumunu algılayan, ayarlayan ve koruyan bir dijital sistemi benimser.
- Yükleme kısmı, bir salınım devresi oluşturmak için bir ferrit söndürme transformatörü ve bir kapasitörden oluşur. Kapasitör ayrıca iyi bir aşırı yük koruma kapasitesine sahiptir ve aşırı yük akımı, diğer harmonik akımlar durumunda da belirli bir seviyeye ulaşabilir.
- CNC indüksiyonlu söndürme takım tezgahı, temel olarak bir makine gövdesi, bir kontrol sistemi, bir soğutma sistemi ve bir söndürme sisteminden oluşan yarı kapalı bir yapı benimser. Yükü eksenel olarak hareket ettirmek için sürüklemek için servo motor, vidalı mil, Siemens CNC sistem kontrolü benimseyin. Takım tezgahının ön kısmı mekanik kısımdır ve genel çerçeve, işlenmiş çelik levhalarla kaynaklanır; Alt kısım, söndürme sıvısı dönüş tankıdır ve üst kısım, parçaları döndürmek için dişli motora bağlı olan alt üst kısmı içerir. Üst merkez, iş parçasını, kabloları, soğutma ve söndürme suyu kanallarını sıkıştırmak için kullanılır. dikey seyyar treyler üzerine yerleştirilmiştir, arka kısmı bir yük sistemi oluşturacak şekilde bir indüktör, bir kondansatör kabini ve bir çıkış transformatöründen oluşmaktadır. Kombine ve bir çalışma tezgahına güvenli bir şekilde monte edilmiştir. Çekme çerçevesinin düzlemine bir el çarkı takılıdır ve kurşun vidanın iki yöndeki konumu el çarkı ile ayarlanabilir ve indüktörün ön ve arka ve sol ve sağının göreceli konumu ayarlanabilir. . Bu yapı ile indüktör ile iş parçası arasında doğru hizalama garanti edilebilir. Sürekli söndürme sırasında, servo motor yükü vidalı mil boyunca hareket ettirir.
Neden indüksiyonlu ısıtma sistemi kullanıyorsunuz?
Metal, modern zamanların olmazsa olmazı bir malzemedir ve hemen hemen her alanda kullanılmaktadır. Çeşitli şekil ve işlevlere sahip bir ürün haline getirmek için işlenmesi gerekir. Metali işleyebilmek için ısıtılması gerekir, çünkü ısıtma metalin şeklini değiştirmenin en kolay yoludur ve artık metali hızlı bir şekilde ısıtabilen bir yöntem var ki buna indüksiyonla ısıtma denir. 20 yılı aşkın bir süredir indüksiyonlu ısıtma alanındayız ve halihazırda Çin'de ve yurt dışında binlerce ilgili indüksiyonlu ısıtma sistemi anahtar teslimi proje sağladık.
Uygun indüksiyonlu ısıtma sistemi nasıl seçilir?
Uygun indüksiyonlu ısıtma sistemlerini seçmek için şunları bilmemiz gerekir:
- Mevcut ısıtma yönteminiz?
- Isıtma parçaları detaylarınız ve çizimleriniz takdir edilecektir.
- Isıtma hızı, ısıtma sıcaklığı, ısıtma amacı istekleri.
- Bir saatte kaç parça ısıtmak istiyorsunuz?
- İndüksiyonla ısıtma uygulamalarınız nelerdir?
Bana bir mesaj bırakın, size uygun indüksiyonlu ısıtma sistemi modellerini zamanında önereyim.



