")
")
İndüksiyonla sertleştirme tavlaması nedir?
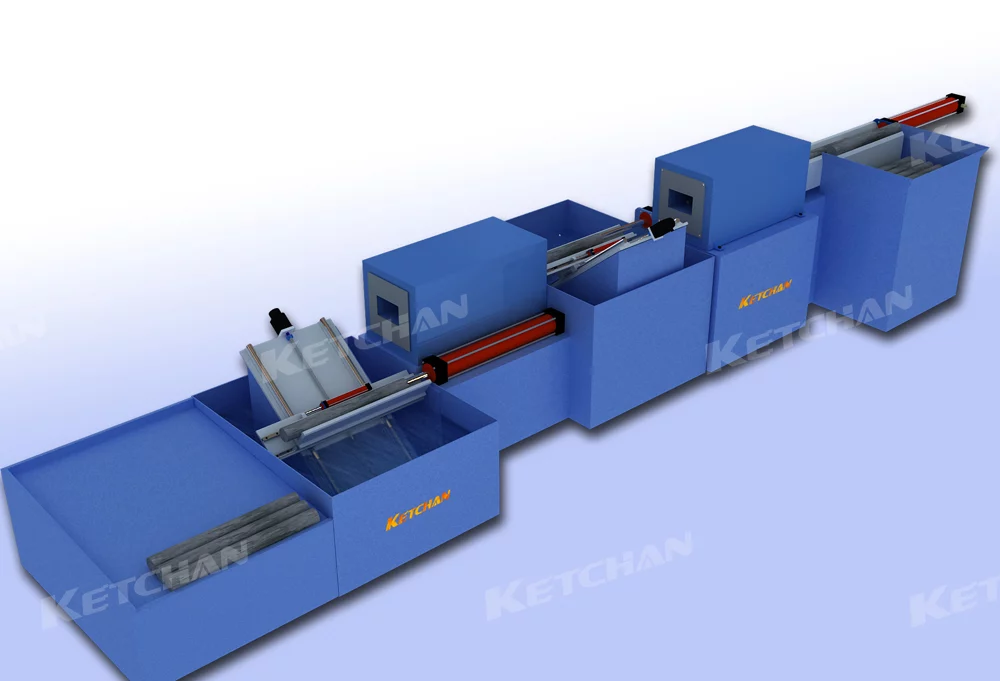
İndüksiyon sertleştirme tavlama fırını, yuvarlak çelik hızlı ısıtma, tekdüze sıcaklık ve yüksek avantajları hedefleyen, orta frekanslı elektromanyetik indüksiyonun halka etkisinin ve cilt etkisinin özelliklerini kullanan standart dışı bir ara frekans indüksiyonlu ısıtma ekipmanıdır. ve yüksek otomasyon . Komple ekipman, otomatik yükleme ve boşaltma, otomatik besleme ve boşaltma, otomatik sıcaklık kontrolü, otomatik püskürtme suyu söndürme ve diğer işlevlere sahiptir, tam bir yuvarlak çelik indüksiyon sertleştirme tavlama fırınları setidir.
Komple indüksiyonla söndürme tavlama sistemi, esas olarak yuvarlak çelik, çubuk malzeme, çelik çubuk indüksiyonla sertleştirme, tavlama ve tavlama işlemi için kullanılır. Otomatik kontrol ve otomatik besleme ekipmanına yardımcı olun, tam indüksiyonlu söndürme ve temperleme ısıtma üretim hattı akıllı kontrolünü elde etmek için indüksiyonlu ısıtma ve otomasyonun mükemmel kombinasyonunu gerçekleştirin.
İndüksiyon sertleştirme tavlama fırını avantajları nelerdir?
- Başlatma başarı oranı %100'e ulaşabilir.
- Doğrultucunun güç faktörü 0.96'dan büyük veya eşittir
- Sıcaklık arayüzü, sıcaklık kapalı döngü kontrolünü gerçekleştirebilir.
- Tamamen dijital, röle kontrol döngüsü yok, böylece sistem kararlı ve güvenilir bir şekilde çalışıyor.
- Herhangi bir arızanın ekipman bileşenlerine zarar vermemesini sağlamak için aşırı akım, aşırı voltaj, düşük voltaj, faz eksikliği, su basıncı, su sıcaklığı ve diğer tam koruma ile.
- Besleme hatlarının üç fazı, faz sırasına bakılmaksızın keyfi olarak bağlanabilir.
- Entegre sistem, basit kullanım ve verimli üretim.
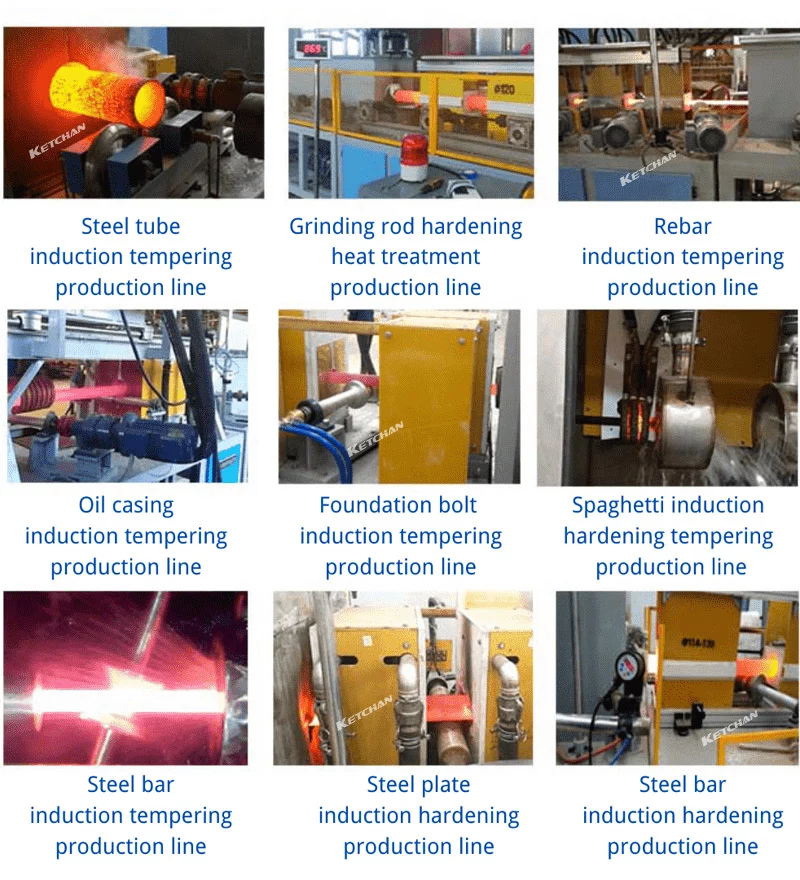
İndüksiyonla sertleştirme tavlama fırını uygulamaları nedir?
Orta frekans indüksiyon sertleştirme tavlama fırını, çubuk, yuvarlak çelik, kare çelik ve çelik levhanın yanı sıra metal malzemelerin genel indüksiyon temperleme ve tavlama işlemlerinin çevrimiçi ısıtma işlemi için yaygın olarak kullanılmaktadır.
İndüksiyon sertleştirme tavlama işlemi nasıl yapılır?
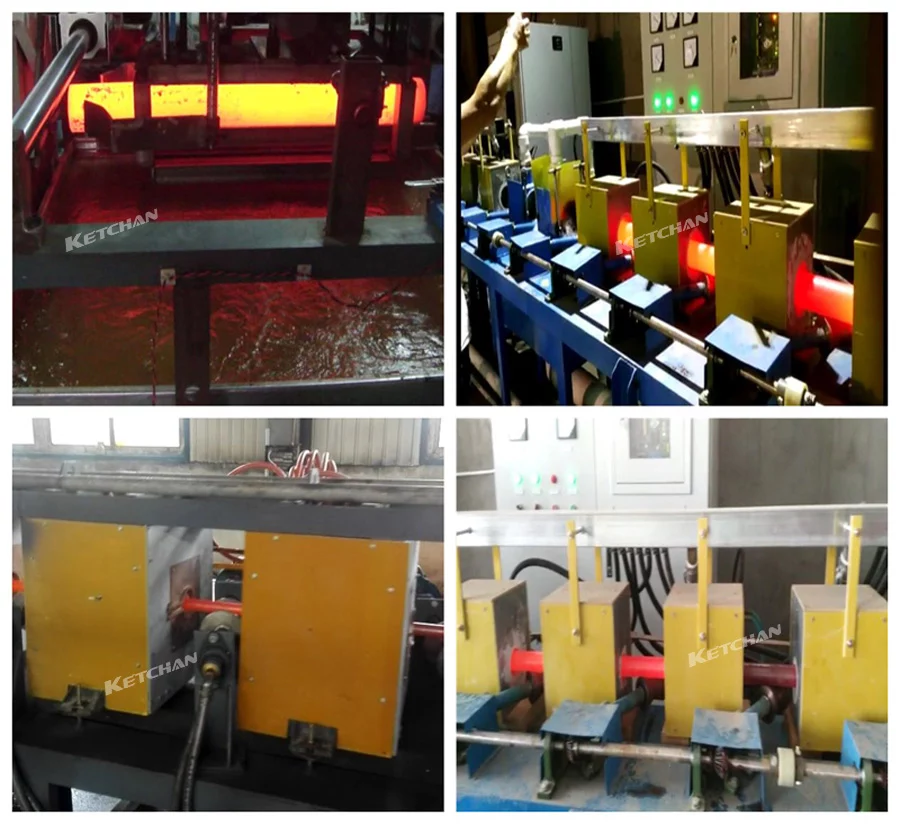
Orta frekanslı indüksiyonla sertleştirme tavlama fırını, yuvarlak çelik otomatik beslemeye sahiptir → indüksiyonla ısıtma → soğutma (söndürme) → indüksiyonla ısıtma (temperleme) → otomatik körleme ve sürekli üretim hattında tüm indüksiyonla söndürme ve temperleme işlemi işlevini tamamlamıştır.
- Orta frekans indüksiyonlu sertleştirme ve tavlama fırını, yuvarlak çeliği otomatik olarak yükleyecek ve üst malzeme platformuna kaldıracak ve ardından taşıma cihazından dönen bir şekilde gönderecektir.
- Orta frekanslı indüksiyon sertleştirme tavlama fırını indüksiyonlu ısıtma, taşıma cihazının sabit hızda çalışması yoluyla, parçaları sabit kızılötesi termometre sıcaklık ölçümü yoluyla söndürme indüksiyon bobinine koyun, ön ısıtma → sıcaklık ölçümü → sıcaklık artışı → sıcaklık ölçüm kontrolünün parçalarını yapın. Söndürme sıcaklığına ulaşıldığında, indüksiyonla söndürme işlemini tamamlamak için soğutma için yüksek basınçlı su püskürtme cihazı kullanılır.
- Orta frekanslı ısıtma ve tavlama fırınının tavlanması ve soğutulmasından sonra, parçalar tavlama için tavlama endüksiyon bobinine gönderilir ve ardından kesme alanına gönderilir.
Uygun bir indüksiyonla sertleştirme tavlama fırını nasıl seçilir?
- Isıtılmış iş parçası şekli ve boyutları
Yuvarlak çubuk indüksiyon sertleştirme tavlama makinesi, daha büyük iş parçası, yuvarlak çubuk, katı çubuk, daha büyük güç seviyesi, daha düşük frekans seviyesi indüksiyonlu ısıtma makinesini seçmelidir. Daha küçük iş parçası, borular, plakalar ve dişliler, daha küçük güçlü ancak daha yüksek frekanslı endüksiyonlu ısıtma makinesini seçmelidir.
- Isıtılmış derinlik ve alan
Derin ısıtma, geniş alan, genel ısıtma, büyük güç, düşük frekanslı indüksiyonlu ısıtma ekipmanı seçmelidir; Sığ ısıtma, küçük alan, yerel ısıtma, daha küçük güç, daha yüksek frekans seviyesi indüksiyonlu ısıtma makinesi seçmelidir.
- İstenen ısıtma hızı
Daha yüksek ısıtma hızı, daha büyük güç, daha düşük frekanslı indüksiyonlu ısıtma makinesini seçmelidir.
- Sürekli çalışma süresi
Daha uzun çalışma süresi, daha büyük bir güç endüksiyonlu ısıtma makinesi seçmelidir.
- İndüktör ve ısıtma makinesi arasındaki bağlantı kablosu mesafesi
Uzun bağlantı, hatta su soğutmalı bir kablo bağlantısı kullanması gerekir, nispeten büyük güç indüksiyonlu ısıtma ekipmanı seçmelidir.
- Isıtma işlemi talepleri
Genel olarak konuşursak, söndürme, kaynak ve diğer işlemler için nispeten daha küçük güç, daha yüksek frekanslı indüksiyon makinesi seçilebilir; Tavlama, tavlama ve diğer işlemler, göreceli olarak daha büyük güç, daha düşük frekans seviyeli endüksiyon makinelerini seçer; Kırmızı körleme, sıcak dövme, ergitme vb., iyi diyatermi etkisi sürecine ihtiyaç duyar, bu nedenle güç yüksek, frekans düşük seçilmelidir.
- İş parçası malzemesi
Yüksek bir erime noktası için malzeme daha büyük bir güç seviyesi seçmeli, daha düşük erime noktası daha küçük bir güç seviyesi seçmelidir. Düşük dirençli malzeme daha büyük bir güç seviyesi seçer, yüksek dirençli malzeme daha küçük bir güç seviyesi seçer.
Rüzgar enerjisi cıvatası İndüksiyon Sertleştirme Temperleme üretim hattı