İndüksiyonla sertleştirme, metal bir parçanın alternatif bir manyetik alanla ısıtıldığı ve ardından söndürüldüğü (hızlı soğutulduğu) bir yüzey sertleştirme türüdür. Söndürülmüş metal, parçanın sertliğini ve kırılganlığını artıran martensitik bir dönüşüme uğrar. İndüksiyonla sertleştirme, bir bütün olarak parçanın özelliklerini etkilemeden bir parçanın veya montajın alanlarını seçici olarak sertleştirmek için kullanılır. İndüksiyonla sertleştirme, miller, dişliler, yaylar ve zımbalar gibi çelik bileşenlerin aşınma direncini, yüzey sertliğini ve yorulma ömrünü iyileştirmek için yaygın olarak kullanılan bir işlemdir.
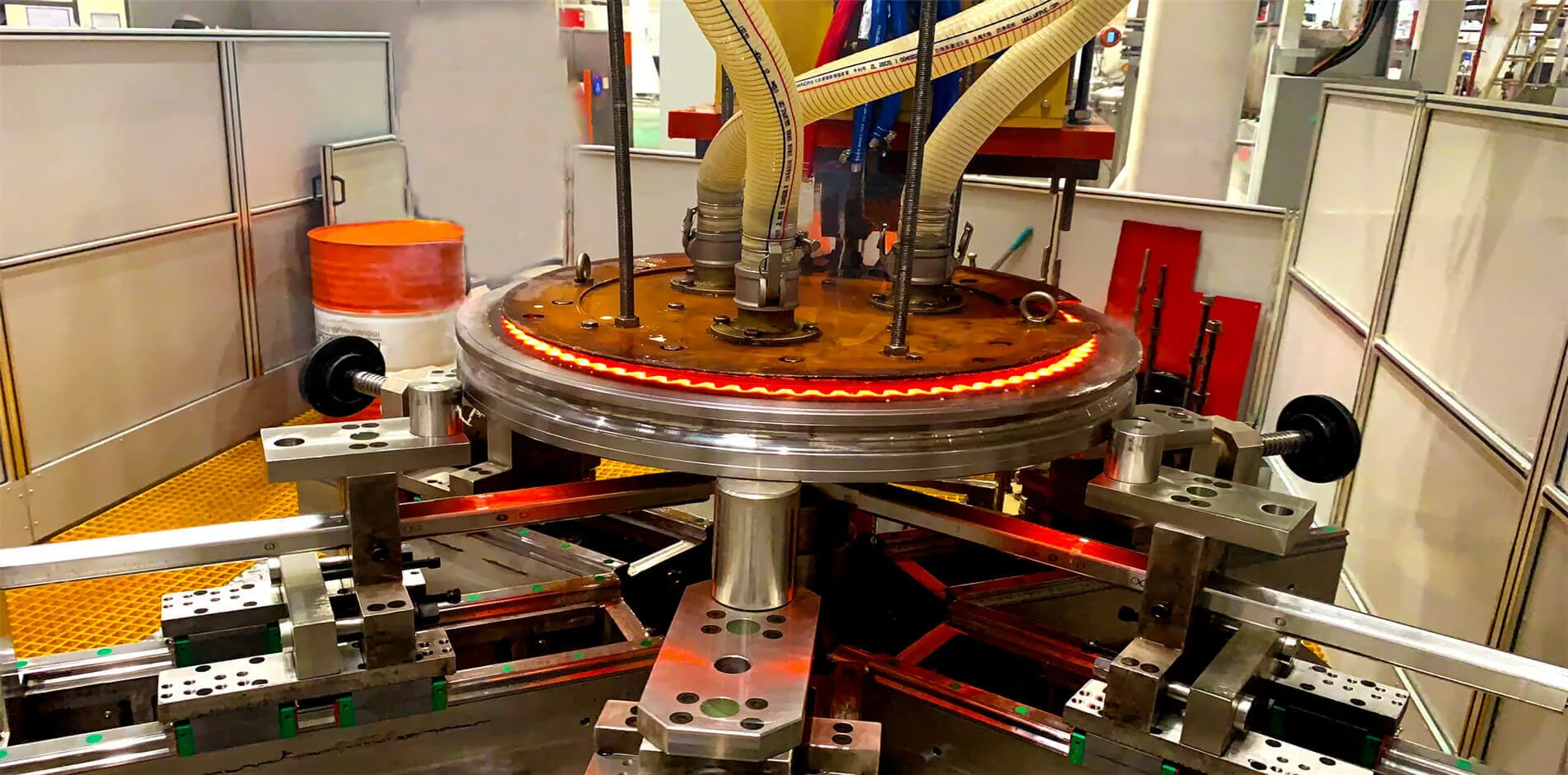
İndüksiyon sertleştirme frekansı nasıl seçilir?
İndüksiyonla sertleştirme makinesinin ısıtma frekansı, iş parçasının boyutu ve şekli, gerekli ısıtma derinliği ve modeli, üretim hızı ve ekipmanın maliyeti ve boyutu gibi çeşitli faktörlere bağlıdır. Genel olarak, daha yüksek frekanslar daha sığ ısıtma derinlikleri ve tekdüze ısı modelleri üretir, ancak aynı zamanda daha fazla güç gerektirir ve daha fazla elektrodinamik kuvvete ve akustik gürültüye neden olabilir. Daha düşük frekanslar, daha derin ısıtma derinlikleri ve daha az tekdüze ısı modelleri üretir, ancak aynı zamanda daha az güç gerektirir ve daha az elektrodinamik kuvvete ve akustik gürültüye neden olabilir.
İçin indüksiyon sertleştirme, frekanslar iki gruba ayrılır: orta frekans (MF) ve radyo frekansı (RF). MF aralığı tipik olarak 3-50kHz'dir ve RF, 100-400kHz'dir. MF derin kasa derinliklerine sahip büyük ve orta büyüklükteki parçaları ısıtmak için uygundur, RF ise sığ kasa derinliklerine sahip küçük ve ince parçaları ısıtmak için uygundur. Bazı örnekler indüksiyon sertleştirme uygulamaları ve tipik frekansları şunlardır:
- Dişlilerin kontur sertleştirmesi: 3-10 kHz
- Şaftların yüzey sertleştirmesi: 10-30 kHz
- Küçük parçaların yüzey sertleştirmesi: 100-400 kHz
- Metal iş parçalarının indüksiyonla lehimlenmesi: 100-400 kHz
- Az miktarda metalin indüksiyonla eritilmesi: 100-400 kHz13
Endüksiyon sertleştirme sürecini optimize etmek için en iyi frekans, güç ve zaman kombinasyonunu seçmek için, bilgisayar simülasyonu veya deneysel testler kullanılarak ayrıntılı bir analiz yapılmalıdır.
iş parçanızı gönderebilirsiniz KETCHANsertleştirme testi için laboratuvarına başvurun veya danışın KETCHANısıl işlem uzmanı ücretsiz.
Etiketler:sertleşme işlemi, indüksiyon sertleştirme, indüksiyon sertleştirme ekipmanları, indüksiyonla sertleştirme kılavuzu, indüksiyonla sertleştirme ısıtma frekansı, indüksiyon sertleştirme makinası, Endüksiyonla sertleştirme işlemi, indüksiyon sertleştirme çözümleri, indüksiyon sertleştirme tavlama, Indüksiyon ısıtıcısı, indüksiyon ısıtma makinası, KETCHAN, yüzey sertleştirme işlemi