")
")
")
Yüzey sertleştirme makinesi nedir?
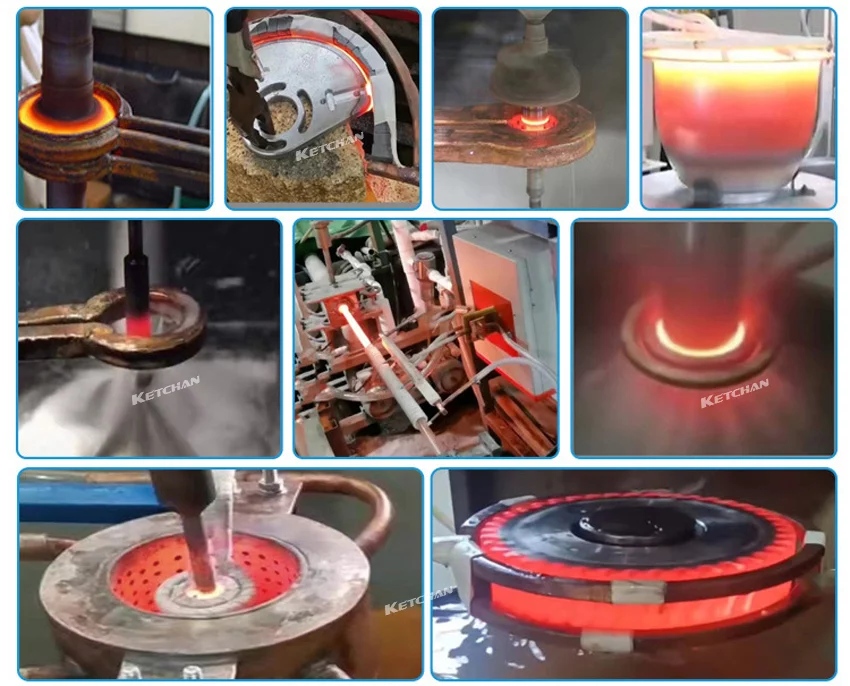
Yüzey sertleştirme makinesi, bir tür hızlı ve seçici metal yüzey yöntemidir. (Dokunmayan) parçanın yakınına büyük miktarda alternatif akım taşıyan bir bakır bobin yerleştirin. Girdap akımı ve histerezis kayıpları metal yüzeyde ısı üretir. Genellikle su bazlı indüksiyonla sertleştirme, doğrudan metal parçaya veya daldırmaya polimerler vb. ekler. Yapıyı önceki yapıdan çok daha sert martenzite dönüştürür.
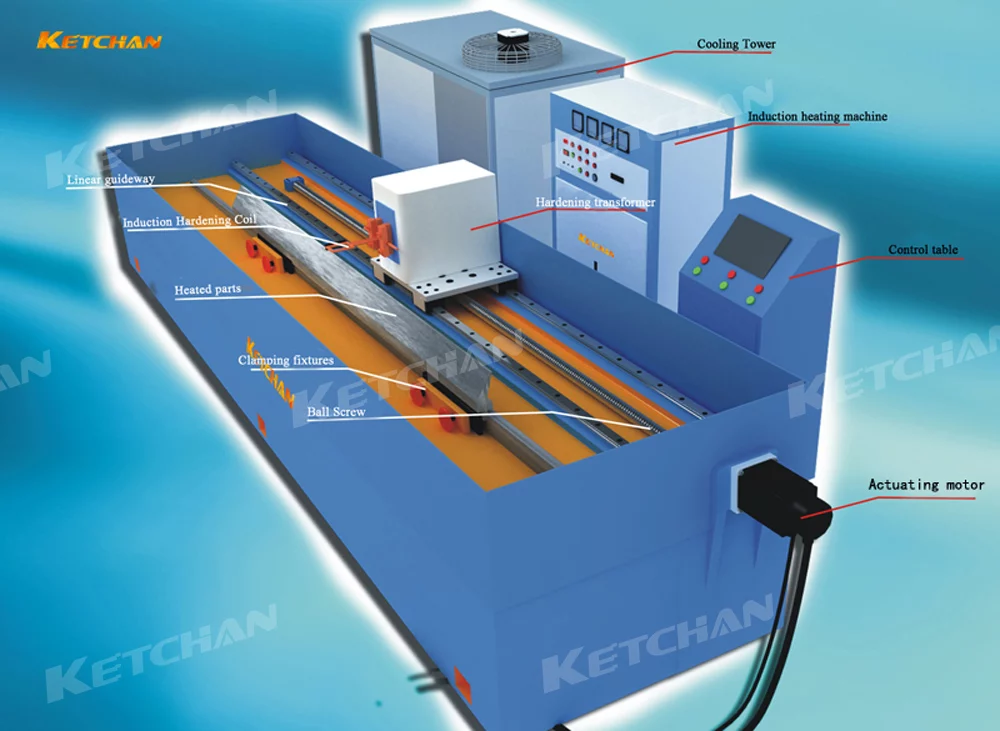
Artık popüler bir modern indüksiyon sertleştirme makinesine indüksiyon sertleştirme tarayıcısı denir. Parçalar merkezler arasında tutulur, döndürülür ve daha sonra ısı ve söndürme sağlayan aşamalı bir bobinden geçirilir. İndüksiyonla sertleştirme doğrudan bobinin içinde gerçekleşir, böylece ısıtma alanı talep edilen kısım ısıtıldıktan hemen sonra soğutulur. Güç seviyeleri, kalma süreleri, tarama (besleme) hızları ve diğer işlem değişkenleri bilgisayarlar tarafından tam olarak kontrol edilir.
Yüzey sertleştirme makinesi avantajları nelerdir?
İndüksiyon yüzey sertleştirme makinesi, en iyi yüzey su verme yöntemlerinden biridir, bu nedenle farklı metal parçalara ısıl işlem işlerinde yaygın olarak uygulanır. Geleneksel ısıl işlemle karşılaştırıldığında, aşağıdaki avantajlara sahiptir.
- İndüksiyonla ısıtma, dahili ısı kaynağı doğrudan ısıtmaya aittir, ısı kaybı küçüktür, bu nedenle ısıtma hızı hızlıdır, termal verim yüksektir.
- Isıtma işleminde, kısa ısıtma süresi nedeniyle parçanın yüzey oksidasyonu dekarbürizasyonu daha azdır, diğer ısıl işlemlere kıyasla parça reddetme oranı çok düşüktür.
- İndüksiyonla ısıtma ve söndürmeden sonra, parçaların yüzey sertliği yüksektir ve çekirdek kısım iyi plastisite ve tokluğu korur, düşük çentik hassasiyeti gösterir, bu nedenle darbe tokluğu, yorulma mukavemeti ve aşınma direnci büyük ölçüde geliştirilmiştir.
- İndüksiyonlu ısıtma ekipmanı kompakt yapı, az yer kaplama, kullanımı kolay.
- Temiz üretim süreci, yüksek sıcaklık yok ve iyi çalışma koşulları.
- Seçici indüksiyonlu ısıtma olabilir.
- İndüksiyonla ısıtma yüzey sertleştirme mekanik parçaların kırılganlığı küçüktür, ancak aynı zamanda parçaların mekanik özelliklerini (akma noktası, çekme mukavemeti, yorulma mukavemeti gibi) iyileştirebilir, aynı indüksiyon ısıtma çelik parçaların yüzey sertleştirmesi, sıradan ısıtma fırını sertleştirme sertliğinden daha yüksektir.
- İndüksiyonlu ısıtma ekipmanı, hassas proses kontrolü için elektriksel parametreler aracılığıyla işleme hattına yerleştirilebilir.
- İndüksiyon ısıtma sertleştirme ile, parça kalitesini düşürmeden parça yapmak için alaşımlı yapısal çelik ve karbonlanmış karbon çeliği yerine sıradan karbon yapısal çelik kullanılabilir. Bu nedenle, bazı koşullar altında kimyasal ısıl işlemi karmaşık işlemlerle değiştirebilir.
- İndüksiyonla ısıtma, yalnızca parça yüzeyi indüksiyonlu söndürme için değil, aynı zamanda geleneksel indüksiyonlu ısıl işlemle elde edilemeyen iş parçası iç delik indüksiyonlu söndürme için de kullanılır.
- Müşteriler, su verme işlemine göre uygun yüzey sertleştirme makinelerini seçebilir, özel parça sertleştirme işlemi için, ısıtma işlemi gereksinimlerine göre özel CNC indüksiyonlu su verme tezgahlarını tasarlayabilir ve üretebilir.
Yüzey sertleştirme makinesi frekansı nasıl seçilir?
İndüksiyonlu yüzey sertleştirme makinesinin gücü ve frekans seçimi çok önemlidir. Frekans aralığı ne kadar yüksek olursa, sertleşme derinliği o kadar az olur. Frekans aralığı ne kadar düşük olursa, sertleşme derinliği o kadar fazla olmalıdır.
- Yüksek frekanslı indüksiyonlu ısıtma: 100-500KHZ, normalde 200-300KHZ kullanın, tüp tipi yüksek frekanslı indüksiyonlu ısıtma makinesidir, sertleştirme derinliği 0.5-2.5 mm'dir, orta ve daha küçük iş parçası sertleştirme işleri için uygundur.
- Orta frekans indüksiyonlu ısıtma: mevcut frekans aralığı 0.5-10KHZ'dir, normalde 2.5-8KHZ kullanın, indüksiyon makinesi IGBT modülleri veya SCR modülleridir. Sertleşme derinliği 3-10 mm'dir. Daha büyük çaplı miller ve dişliler endüksiyon ısıl işlem prosesi için uygundur.
- Güç frekansı indüksiyonlu ısıtma: Frekans 50Hz'dir, bir güç frekansı indüksiyonlu ısıtma makinesi kullanın ve sertleştirme derinliği 10-20 mm'dir. Daha büyük çaplı iş parçası yüzey sertleştirme teknik işlemi için uygundur.
Yüzey sertleştirme makinesi uygulamaları nelerdir?
- Her türlü dişli, zincir dişlisi, mil yüzeyi indüksiyon sertleştirme.
- Her türlü şaft, plaka yayı, çatal, valf, külbütör kolu, top pimi ve diğer otomobil, motosiklet parçaları indüksiyonla söndürme.
- Çeşitli içten yanmalı motor parçalarının ve redüktör parçalarının endüksiyonla söndürülmesi;
- Takım tezgahı endüstrisindeki (torna, freze, planya, zımba vb.) takım tezgahı yüzey kılavuz rayının indüksiyonla ısıl işlemi.\
- Her türlü pense, bıçak, makas, balta, çekiç ve diğer indüksiyonla sertleştirme el aletleri.