Çift frekanslı indüksiyonlu ısıtma prensibi
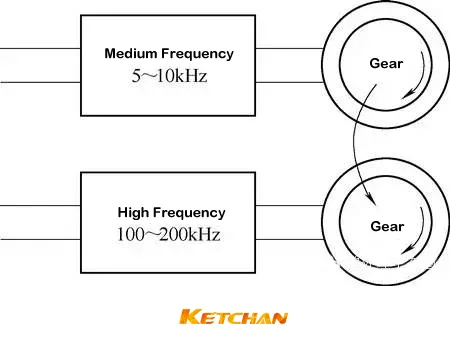
Geleneksel (geleneksel) çift frekanslı indüksiyon sertleştirme, iki frekanslı güç kaynağının sırasıyla iki indüktöre uygulanması ve dişlinin düşük frekanslı indüktörden önceden ısıtılması ve ısıtma ve söndürme için hızlı bir şekilde başka bir yüksek frekanslı indüktöre taşınması gerektiğidir. Şekil 1'de gösterilmiştir. Çift frekanslı indüksiyon sertleştirme, ısı enerjisini içeriye yaymak için düşük frekanslı ısıtmayı ve son olarak yüzeye yüksek frekanslı ısıtmayı kullanır, yani “düşük frekans içeriye, yüksek frekans içeriye doğru yönelir” özelliği. yüzeye".
Şekil 1 Geleneksel dişli çift frekanslı su vermenin şematik diyagramı
çift frekans indüksiyon sertleştirme bir indüksiyon ısıtma ve sertleştirilmiş tabakanın derinliğini arttırmak ve sertlik dağılımını daha makul hale getirmek için söndürme yöntemi. Yani, diş profili boyunca dağıtılan sertleştirilmiş tabaka, orta frekans-yüksek frekanslı sıralı ısıtma yöntemi kullanılarak elde edilebilir ve dişli ısıl işlem distorsiyonu küçüktür.
Örneğin, 4 mm modüllü bir dişli için, diş oluğunu ve diş kökü yakınındaki diş tarafını ısıtmak için (2.5~3s) orta frekanslı akım kullanın ve ardından ısıtmak için (250~0.6s) 0.7kHz yüksek frekanslı akım kullanın. diş üstü ve diş üst tarafına yakın diş, ardından söndürüldü.
Guangzhou Automobile Group Co., Ltd., 45 çelik ve modül 3'ten yapılmış dişlilerde çift frekanslı endüksiyonlu ısıtma ve su verme işlemi gerçekleştirdiğinde, diş profili boyunca eşit şekilde dağılmış sertleştirilmiş bir tabaka elde edilebilir. Sertleştirilmiş tabaka 0.8 mm olduğunda, temel olarak SCM420'ninkine (20CrMo çeliğe eşdeğer) karbonlanmış dişli yorulma performansına eşdeğer olan ve yorulma sınırı 1450MPa'ya ulaşan en iyi Mükemmel eğilme yorulma performansı.
Çift frekanslı indüksiyonlu ısıtma işlemi ve etkisi
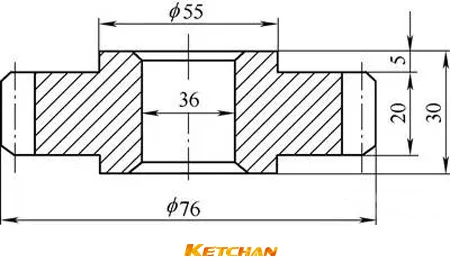
Nihon Electric Industrial Co., Ltd. dişli çift frekanslı söndürme yöntemini test etmiştir ve dişli tek frekanslı söndürme yöntemi ve karbonlamalı söndürme yönteminden daha küçük distorsiyon elde edebilir. Kıvrımlı silindirik dişli (bkz. Şekil 2) 2 mm'lik bir modüle ve 4.7'lik bir tam diş yüksekliğine sahiptir. mm, diş sayısı 36 ve malzeme S45C çeliğidir (45 çeliğe eşdeğer). Diş yüzeyi traşlanarak bitirilir ve ön tavlama temperleme içindir.
Şekil 2 Test dişlisi şekli
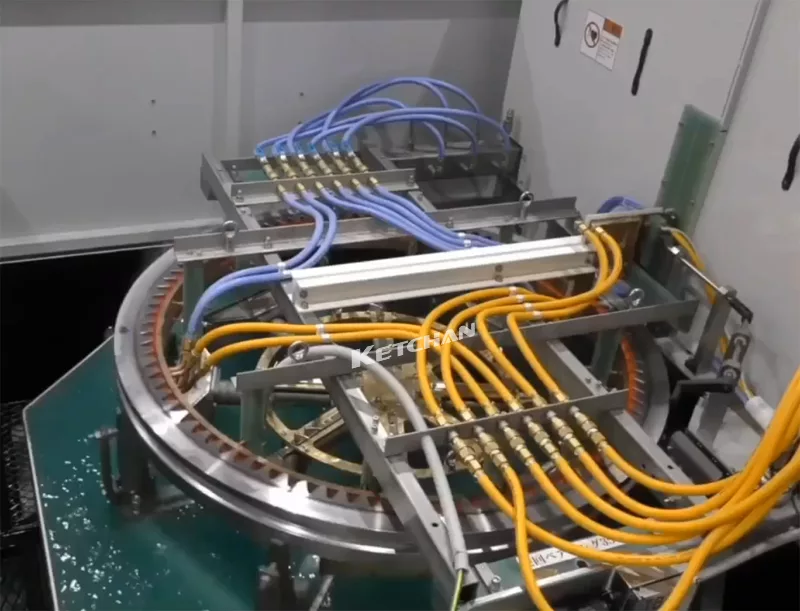
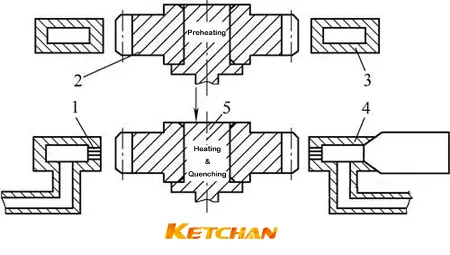
Çift frekanslı indüksiyon sertleştirme yöntemi aşağıdaki resimde gösterilmektedir. Dişliyi önce armatüre takınız ve daha sonra merkez eksen ile yüksek devirde döndürünüz, aynı anda endüksiyon güç kaynağı (1) f=3000Hz akım göndererek endüktansa (A) girmektedir. ) ön ısıtma için. Dişli optimum sıcaklığa ulaştığında, güç kaynağı (1) kesilir ve dişli hızlı bir şekilde söndürme ve ısıtma indüktörüne (B) düşer ve aynı zamanda yüksek frekanslı güç kaynağı (2) başlar. iletim gücü, frekans f=140kHz ve dişlinin diş yüzeyi Diş yüzeyi söndürme sıcaklığına ulaştığında diş üstünün hızlı söndürülmesi ve ısıtılması, yüksek frekanslı güç kaynağını kesin, dişlinin dönüş hızını azaltın ve aynı zamanda diş yüzeyini, diş üstünü ve diş kökünü hızla soğutmak için söndürme suyu ceketinden soğutma suyu püskürtün. Diş profili boyunca dağılan sertleşmiş bir tabaka elde edilir.
Çift frekanslı indüksiyon sertleştirme yöntemi
1. Su püskürtme deliği 2. Dişli 3. Ön ısıtma sensörü (A) 4. Yüksek frekanslı ısıtma sensörü (B) + söndürme suyu ceketi 5. Armatür
Tablo 1: dişliler için üç ısıl işlemin işlem parametrelerini gösterir.
| Çift frekans, tek frekans sertleştirme ve karbonlama sertleştirme ana işlem parametreleri | ||
|---|---|---|
| Çift frekanslı sertleştirme işlemi parametreleri | Tek frekanslı sertleştirme işlemi parametreleri | Karbonlama sertleştirme işlemi parametreleri |
| Ön ısıtma gücü 100kW | Isıtma gücü 90kW | Karbonlama 950 ℃ |
| Ön ısıtma frekansı 3kHz | Frekans 90kHz | 950 ℃ ve ısı koruması 2.5 saat |
| Ön ısıtma süresi 3.65 saniye | Isıtma süresi 3.8 saniye | 850°C'ye kadar ön soğutma |
| Hava soğutma süresi 3.85 saniye | Ön ısıtma süresi 0 saniye | 850dk için 20℃ |
| Yüksek frekanslı giriş gücü 900kW | ||
| Yüksek frekans frekansı 140kHz | Su püskürtme süresi 15s | Söndürme soğutma ortamı - yağ |
| Isıtma süresi 0.14 saniye | Isıtma süresi 0.14 saniye | Temperleme sıcaklığı 180 ℃ |
| Su püskürtme süresi 10s | / | Temperleme süresi 2 saat |
| Su püskürtme akış hızı 100L/dak | / | Ardından hava soğutma |
Üç işlemden sonra diş profili boyunca dişli distorsiyonu, artık basınç gerilimi ve profil oluşturma oranının test sonuçları Tablo 2'de gösterilmektedir. hassasiyet en yüksek seviyededir ve artık sıkıştırma gerilimi en yüksektir.
Tablo 2: Karbürleme ve söndürme, tek frekanslı indüksiyon sertleştirme ve çift frekanslı indüksiyon sertleştirme (μm) sonrasındaki termal bozulma sonuçları
| Karbürleme ve söndürme, tek frekanslı indüksiyon sertleştirme ve çift frekanslı indüksiyon sertleştirme (μm) sonrasında termal bozulma sonuçları | ||||
|---|---|---|---|---|
| + | Karbonlama Söndürme + Temperleme | Tek Frekanslı İndüksiyon Sertleştirme | Çift Frekanslı İndüksiyon Sertleştirme | notlar |
| Ortalama profil hatası | 4.26~4.8 | 2.2~3.3 | 3.1~308 | / |
| Diş profili ofseti | 16 | 8.4 | 6.0 | / |
| diş salgısı | 5.867 | 3.103 | 2.198 | / |
| Diş yönü hatasının ortalama değeri | 6.91 | 3.7~4.1 | 3.7~4.1 | / |
| Diş hatası ofseti | 20 | 4.4 | 4.4 | / |
| diş salgısı | 7.51 | 1.855 | 1.584 | / |
| Diş kökünün ortası Artık gerilim/MPa | -27.7 | -51.3 | -778 | / |
| Diş üstü sertleştirilmiş katman derinliği /mm | 0.87 | 4.69 | 1.54 | Kök sertleştirilmiş katman derinliği 0.55 mm olduğunda |
| Sertleştirilmiş katman profil oluşturma oranı (%) | 81.5 | 0.2 | 67.2 | / |