İndüksiyonla ısıtmayla bağlantı elemanlarının işlenmesi, cıvata, vida, somun ve rondela gibi metal parçaları ısıtmak ve şekillendirmek için elektrik akımı kullanmayı içeren bir işlemdir. İndüksiyonla ısıtma, temassız ısıtmaya ve tutarlı kaliteye olanak sağladığı için metal parçaları işlemenin hızlı, hassas ve enerji açısından verimli bir yoludur. İndüksiyonla ısıtma; cıvata, vida, somun ve pul gibi metal parçaları dövmenin hızlı, hassas ve enerji açısından verimli bir yoludur.
Uygulamalardan bazıları şunlardır:
- Sıcak başlık: İndüksiyon, dövme işleminden önce cıvata ve vida başlarının ön ısıtılması için kullanılır. Bu, dövme işleminin tutarlılığını, kalitesini ve üretkenliğini artırmanın yanı sıra ekipmanın enerji tüketimini ve ayak izini azaltır.
- Dişli haddeleme: İndüksiyon, bağlantı elemanlarının bir iplik rulosu kalıbı ile içlerine bir iplik oluşturulmadan önce ısıtılması için kullanılır. Bunun diş açmaya göre daha yüksek mukavemet, daha iyi yüzey kalitesi ve bağlantı elemanlarının daha düşük maliyeti gibi avantajları vardır.
- Konu yaması: Bağlantı elemanlarını yerine kilitleme yöntemi olan iplik yamada kullanılan boya veya toz malzemenin kürlenmesi için indüksiyon kullanılır. İndüksiyonla ısıtma, yama malzemesinin hızlı ve kontrollü kürlenmesini sağlayarak yüksek kaliteli ve güvenilir bir sabitleme sağlar.
- Cıvata çıkarma: İndüksiyon, sıkışan cıvataların ısıtılarak genişletilmesi ve yuvalarından gevşetilmesi için kullanılır. Bu, çevredeki parçalara zarar gelmesini önlediği ve yaralanma riskini azalttığı için el feneri veya anahtar kullanmaktan daha güvenli ve etkili bir yöntemdir.
Bağlantı elemanlarını dövmek için indüksiyonlu ısıtma kullanmanın adımları şunlardır:
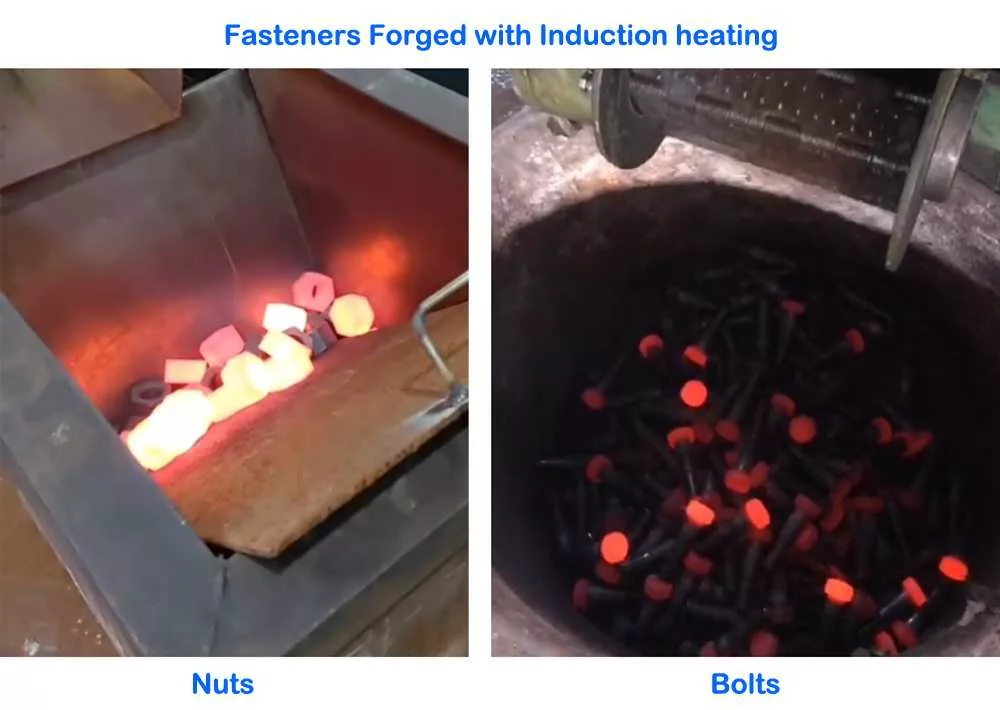
Bağlantı elemanlarının indüksiyonla ısıtılarak dövülmesi, bir bobindeki metalin ısıtılması için elektrik akımının kullanılmasını ve ardından bir çekiç veya presle şekillendirilmesini içeren bir işlemdir.
- İndüksiyonlu ısıtma sisteminiz için doğru güç kaynağını ve frekansı seçin. Güç ve frekans, dövmek istediğiniz metal çubuğun veya çubuğun boyutuna, şekline ve malzemesine bağlıdır. Belirli bir sürede metali istenilen sıcaklığa ısıtmak için gereken gücü hesaplamak için P = m * c * ΔT / t formülünü kullanabilirsiniz; burada P güç, m kütle, c özgül ısı, ΔT sıcaklık değişimidir. , ve t zamandır. Frekans, akımın metale nüfuz etme derinliğini etkiler. Genellikle düşük frekanslar daha derin nüfuza, yüksek frekanslar ise daha sığ nüfuza neden olur. Penetrasyon derinliğini hesaplamak için δ = 503 * √(ρ / (f * μ)) formülünü kullanabilirsiniz; burada δ derinlik, ρ direnç, f frekans ve μ geçirgenliktir. Uygulamanız için doğru gücü ve frekansı seçme konusunda rehberlik almak üzere indüksiyonlu ısıtma sisteminizin üreticisine de danışabilirsiniz.
- Metal çubuğu veya çubuğu endüksiyon bobinine yerleştirin ve gücü açın. Bobin, dövmek istediğiniz çubuğun veya çubuğun ucuna yakın olmalı, ancak ona değmemelidir. Bobin ayrıca aşırı ısınmayı ve hasarı önlemek için iyi bir şekilde yalıtılmalı ve su ile soğutulmalıdır. Metal, bobin içerisinde hızlı ve eşit bir şekilde ısınmaya başlayacaktır. Metalin sıcaklığını izlemek için bir pirometre veya termokupl kullanabilirsiniz. Metalin türüne ve nihai ürünün istenen özelliklerine bağlı olarak, dövmeye uygun bir sıcaklığa kadar metali ısıtmanız gerekir. Örneğin, karbon çeliği tipik olarak yaklaşık 1800°F (980°C) dövme sıcaklığı gerektirirken, paslanmaz çelik yaklaşık 2100°F (1150°C) dövme sıcaklığı gerektirir.
- Metali bobinden çıkarın ve dövme presine veya çekicine aktarın. Isı kaybını ve yaralanmalara neden olmamak için bunu hızlı ve dikkatli bir şekilde yapmalısınız. Sıcak metali işlemek için maşa, kelepçe veya başka aletler kullanabilirsiniz. Yanıkları ve kıvılcımları önlemek için koruyucu eldiven, gözlük ve kıyafet de kullanmalısınız. Metalin ucunu altıgen başlı, kare başlı veya yuvarlak başlı gibi istenilen bağlantı elemanı şekline getirmek için iki parçalı bir kalıp kullanabilirsiniz. Metali çatlatmadan veya bölmeden deforme etmek için yeterli kuvvet ve hızı uygulamalısınız. Isıtılmış bağlantı elemanına bir diş oluşturmak için diş açma kalıbını da kullanabilirsiniz; bu, diş açmaya göre daha yüksek mukavemet, daha iyi yüzey kalitesi ve daha düşük maliyet gibi avantajlara sahiptir.
- Gerekirse metal çubuğun veya çubuğun diğer ucu için işlemi tekrarlayın. Ayrıca tek bir çubuktan veya çubuktan birden fazla bağlantı elemanını parçalara bölerek ve her parçayı ayrı ayrı ısıtarak dövebilirsiniz. Bağlantı elemanlarının boyut, şekil ve kalite açısından tutarlı olduğundan emin olmalısınız.
- Dövme bağlantı elemanlarını soğutun ve temperleme, sertleştirme veya kaplama gibi ek işlemleri uygulayın. Bağlantı elemanlarını metalin cinsine ve istenilen özelliklere göre hava, su veya yağ ile soğutabilirsiniz. Bağlantı elemanlarının soğutulması, artık gerilimleri azaltacak ve metalin mekanik özelliklerini iyileştirecektir. Ayrıca bağlantı elemanlarını temperlemek ve dövme gerilimlerini azaltmak için kanal bobininde tekrar ısıtabilirsiniz. Temperleme metalin tokluğunu ve sünekliğini artıracak, sertliğini ve kırılganlığını azaltacaktır. Bağlantı elemanlarının korozyon direncini, görünümünü veya performansını artırmak için bağlantı elemanlarına çinko, nikel veya krom gibi bir kaplama da uygulayabilirsiniz.
{kind=link}
{kind=link}
{kind=link}