Metalin türüne, istenen sertliğe ve mevcut ekipmana bağlı olarak metal rayın yüzeyini sertleştirmenin farklı yöntemleri vardır. Yaygın yöntemlerden bazıları şunlardır:
- Karbonlama: Bu, düşük karbonlu çeliğin karbon açısından zengin bir ortamda ısıtılarak yüzeyine karbon eklenmesi işlemidir. Karbon çeliğin içine yayılır ve kasa adı verilen sert bir tabaka oluşturur. Karbürleme, metal parçanın kömür veya kok ile çelik bir kutuya paketlenmesi ve birkaç saat boyunca yüksek sıcaklığa ısıtılması veya bir fırında karbon içeren gazlara maruz bırakılmasıyla yapılabilir. Karbonlama dişliler, bilyalı ve makaralı rulmanlar ve piston pimleri için uygundur.
- Nitrürleme: Bu, çelik veya diğer metallerin nitrojen açısından zengin bir atmosferde ısıtılarak yüzeyine nitrojen eklenmesi işlemidir. Azot atomları metal atomlarına bağlanarak sert bir nitrür tabakası oluşturur. Nitrürleme, nitrojen kaynağı olarak amonyak gazı veya plazma kullanılarak yapılabilir. Nitrasyon, eksantrik milleri, yakıt enjeksiyon pompaları ve valf gövdeleri için uygundur.
- Alevle sertleştirme: Bu, metal parçanın yüzeyinin gaz alevi ile kırmızı bir sıcaklığa gelinceye kadar ısıtılması ve ardından su veya yağda söndürülmesi işlemidir. Bu, yüzeyde sert bir martensitik katman oluştururken, çekirdek yumuşak ve sağlam kalır. Alevle sertleştirme, bir meşale veya alevi yol boyunca hareket ettiren bir makine kullanılarak yapılabilir. Alevle sertleştirme, lokal sertleştirme gerektiren daha büyük aletler için uygundur.
- İndüksiyon sertleştirme: Bu, metal parçanın yüzeyinin, metalde girdap akımlarını indükleyen bir elektrik akımıyla ısıtılması işlemidir. Girdap akımları ısı üretir ve yüzeyin sıcaklığını yükseltir, bu daha sonra su veya yağda söndürülür. Bu aynı zamanda yüzeyde sert bir martensitik katman oluştururken çekirdek yumuşak ve sağlam kalır. İndüksiyonla sertleştirme, yolu çevreleyen bir bobin veya bir endüksiyon makinesi kullanılarak yapılabilir. İndüksiyonla sertleştirme, oluklu veya karmaşık şekilli metal parçalar için uygundur.
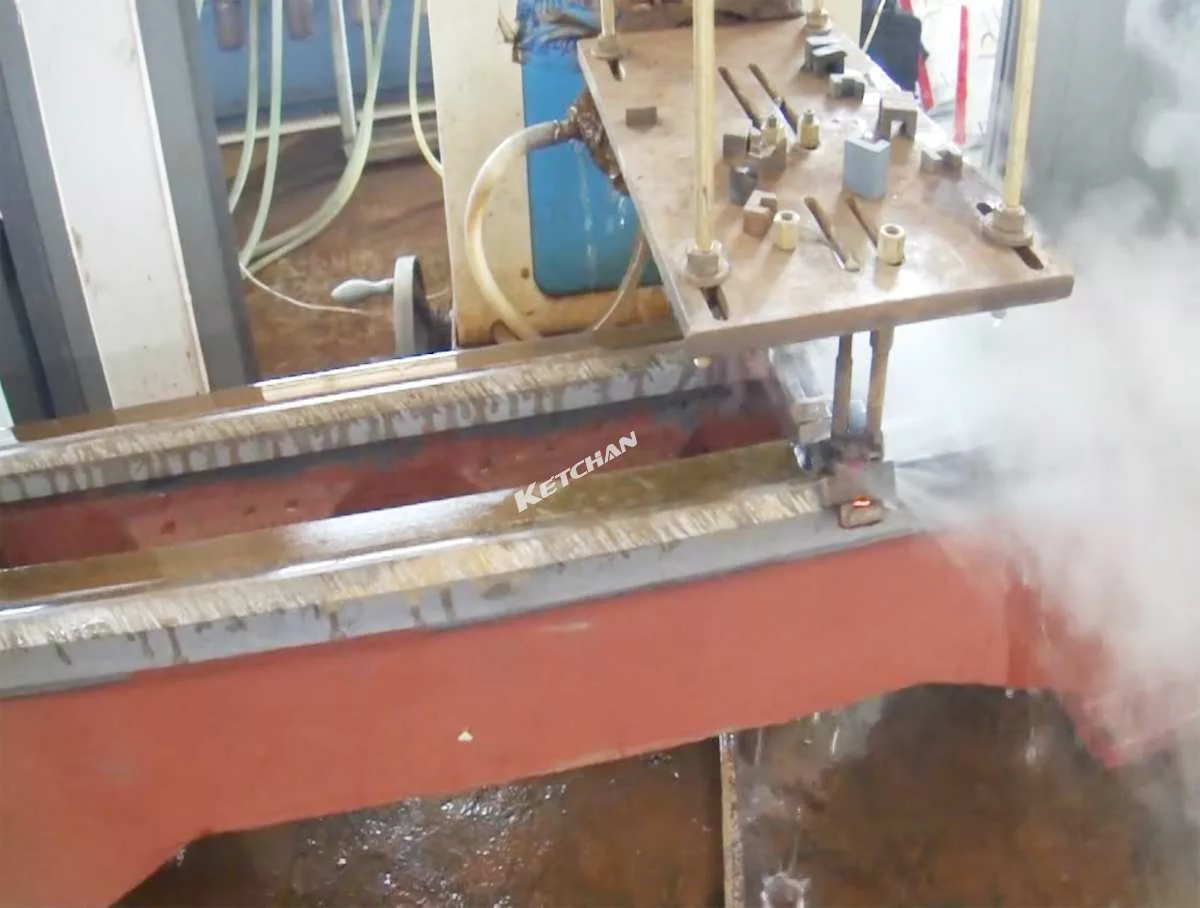
Rayların indüksiyonla sertleştirme işlemi nasıl yapılır?
Rayların indüksiyonla sertleştirme işlemi, ray yüzeyinin elektrik akımıyla ısıtılıp daha sonra hızla soğutularak sertliğini ve aşınma direncini arttırmanın bir yoludur. Süreç aşağıdaki adımları içerir:
- Ray, alternatif bir manyetik alan üreten bir bobinin veya endüksiyon makinesinin içine yerleştirilir. Bu, rayda yüzeyi yüksek bir sıcaklığa (genellikle 800°C ile 950°C arasında) ısıtan girdap akımlarını indükler.
- Isıtılan ray daha sonra su veya yağda söndürülür, bu da hızlı bir soğumaya ve çeliğin faz dönüşümüne neden olur. Bu, yüzeyde sert bir martensitik katman oluştururken, çekirdek yumuşak ve sağlam kalır.
- Sertleştirilmiş ray daha sonra kırılganlığı azaltmak ve dayanıklılığı artırmak için temperlenir. Bu, rayın kısa bir süre için daha düşük bir sıcaklığa (genellikle 150°C ila 250°C arasında) indüksiyonla veya fırınla ısıtılmasıyla yapılabilir.
- Sertleştirilmiş ray daha sonra yüzey düzensizliklerini gidermek ve boyutsal doğruluğunu ve pürüzsüzlüğünü geliştirmek için taşlanır veya cilalanır.
Rayların indüksiyonla sertleştirme işlemi, rayların performansını ve dayanıklılığını artırmanın yanı sıra bakım maliyetlerini ve enerji tüketimini de azaltabilir. Ancak süreç, kullanılan çeliğin kalitesinin yanı sıra ısıtma ve soğutma parametrelerinin de hassas kontrolünü gerektirir. Hakkında daha fazla bilgi edinmek istiyorsanız indüksiyon sertleştirme ekipmanları, indüksiyonla sertleştirme uzmanlarımıza göz atabilirsiniz!
