
Rulmanların İndüksiyonla Sertleştirilmesi
İndüksiyonla sertleştirme, rulman gibi metal bir parça üzerinde sertleştirilmiş bir katman oluşturmak için indüksiyonla ısıtma ve söndürmeyi kullanan bir yüzey sertleştirme tekniğidir.
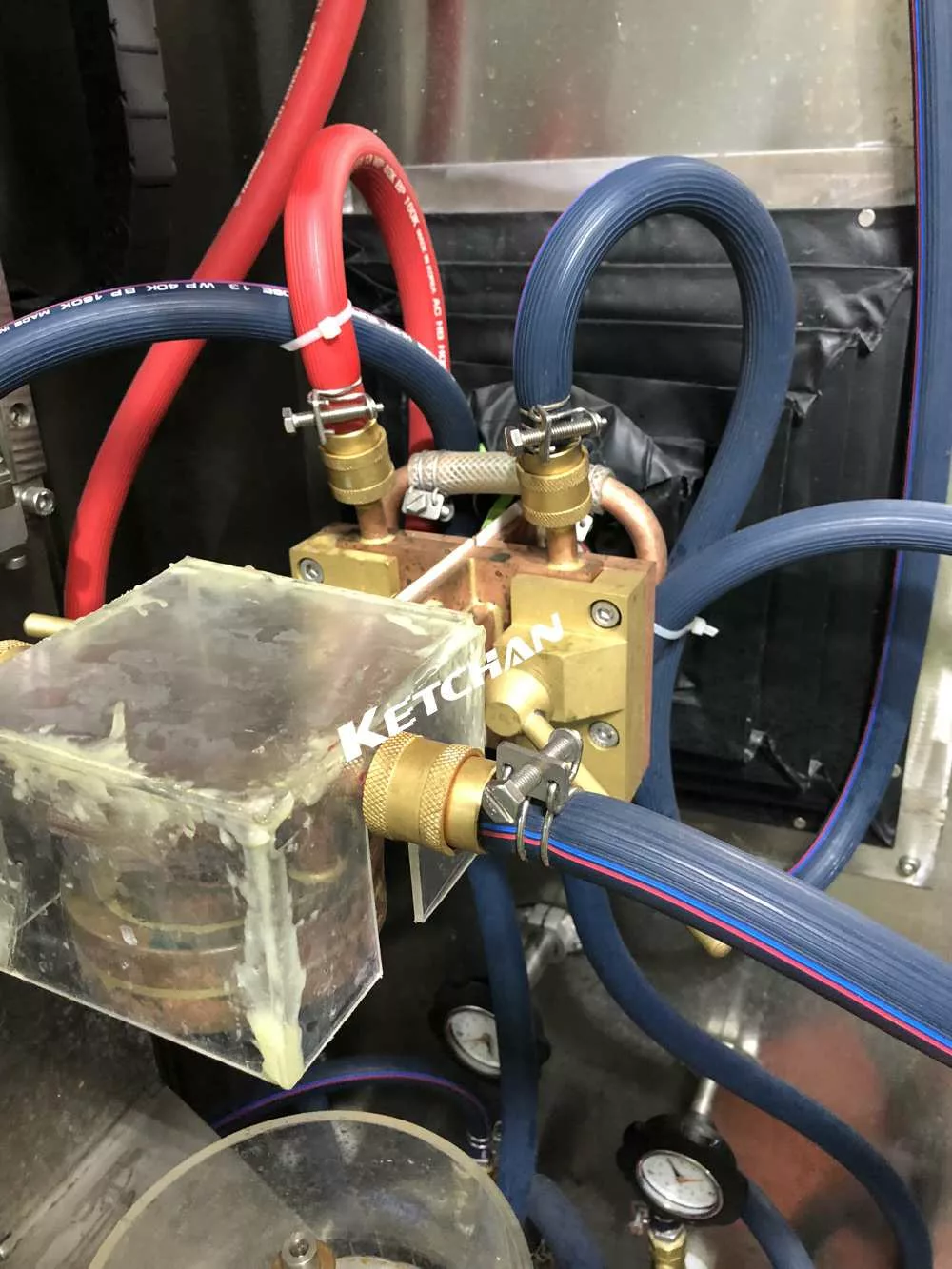
- Yerleştirme: Rulman bakır bir bobinin içine yerleştirilir.
- Isıtma: Yatak, alternatif bir akımla dönüşüm sıcaklığının üzerinde ısıtılır.
- Söndürme: Rulman su veya başka bir söndürme ortamı ile hızla soğutulur. Bu işlem yüzeyin sertliğini ve aşınma direncini arttırır ancak aynı zamanda daha kırılgan hale getirir.
Rulmanlar için üç tür endüktif yüzey sertleştirme vardır: yumuşak bölgeyle tarama, yumuşak bölge olmadan tarama ve tek atışta sertleştirme. Bazı işlemlerde sertleştirme işlemi farklı adımlara bölünür: başlangıç bölgesinin ısıtılması, başlatmanın söndürülmesi başlar ve ardından bobinler halkanın etrafında hareket ederek onu ısıtır.
Bu tür sertleştirme için ağırlıkça %0.3-0.6 C karbon içeriğine ihtiyaç vardır. İndüksiyonla yüzeyi sertleştirilmiş düşük alaşımlı orta karbonlu çelikler, yüksek aşınma direnci gerektiren kritik otomotiv ve makine uygulamalarında yaygın olarak kullanılmaktadır.
Rulmanlar için indüksiyonla sertleştirme ısıl işleminin faydaları
- Artan Aşınma Direnci: Sertlik ile aşınma direnci arasında doğrudan bir ilişki vardır. İndüksiyonla sertleştirmeyle bir parçanın aşınma direnci önemli ölçüde artar.
- Artan Mukavemet ve Yorulma Ömrü: Bunun nedeni yumuşak çekirdek ve yüzeydeki artık basınç gerilimidir. İndüksiyonla sertleştirme, şok yükleri ve titreşimi karşılamak için gereken süneklikten ödün vermeden rulman muylularına ve şaft bölümlerine üstün dayanıklılık kazandırabilir.
- Azaltılmış Isıl İşlem Bozulması: Yalnızca yüzey ısıtılır ve soğutulur, bu da ısıl işlem bozulmasını azaltabilir.
- Daha Yüksek Yüzey Sertliği: Sertleştirmeye göre daha hızlı bölgesel soğutma oranları, daha yüksek yüzey sertliği değerlerine ulaşabilir.
- Sert Çekirdekli Derin Kasa: Tipik kasa derinliği 030” – 120” olup, ortalama olarak karbürleme, karbonitrasyon ve kritik altı sıcaklıklarda gerçekleştirilen çeşitli nitrürleme formları gibi işlemlerden daha derindir.
- Seçici Sertleştirme Prosesi: Kaynak sonrası veya işleme sonrası alanlar yumuşak kalır; çok az sayıda diğer ısıl işlem prosesi bunu başarabilir.
- Nispeten Minimal Distorsiyon: Örneğin, her biri 1" uzunluğunda iki eşit aralıklı muyluya sahip, 40" Ø x 2" uzunluğunda bir şaft, bir yük desteği ve aşınma direnci gerektirir. İndüksiyonla sertleştirme yalnızca bu yüzeylerde, toplam 4” uzunlukta gerçekleştirilir. Geleneksel bir yöntemle (veya bu konuda tüm uzunluğu indüksiyonla sertleştirirsek), önemli ölçüde daha fazla çarpıklık meydana gelir.
- Düşük Maliyetli Çeliklerin kullanımına izin verir: 10451 gibi.
Bu avantajlar, indüksiyonla sertleştirmeyi, yüzey sertleştirme, baştan sona sertleştirme temperleme ve gerilim giderme, tavlama ve normalleştirme, tane inceltme, çökeltme sertleştirmesi veya yaşlandırma ve toz metallerin sinterlenmesi dahil olmak üzere çeşitli uygulamalar için etkili bir ısıl işlem prosesi haline getirir.