")
")
")
")
Yüksek frekanslı indüksiyon bükme makinesi yapısı nedir?
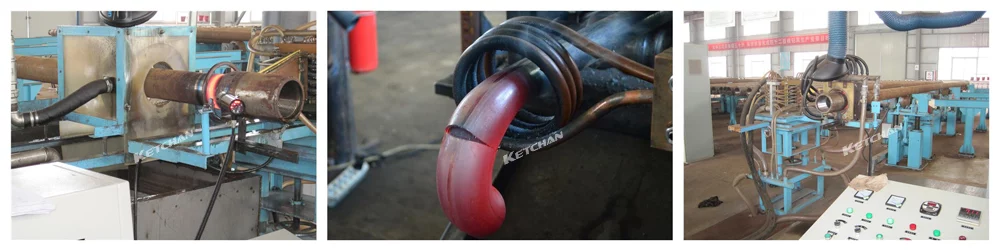
Komple yüksek frekanslı indüksiyon bükme makinesi sistemi aşağıdaki iki parçayı içerir, bunlar
- Biri çelik borular halka indüksiyonlu ısıtma için yüksek frekanslı indüksiyon bükme makinesidir, çelik borunun gerekli sıcaklığa (genellikle 800-1000 ℃) hızla ısınmasını sağlar. Orta frekanslı indüksiyonlu ısıtma sisteminin kalitesi, boru bükme makinesinin enerji tasarrufunun derecesini belirler.
- Biri, her sistemin hareketini koordine etmek için esas olarak çelik boru kelepçesinde kullanılan hidrolik mekanik tahrik sistemidir. Çelik boru bükme yapmak için orta frekanslı indüksiyon halkası ısıtma koşulu altında.
Yüksek Frekanslı İndüksiyon Bükme Makinasının İç Detayları
Yüksek frekanslı indüksiyon bükme makinesi teknik verileri
Proje | birim | Sıcak itme boru bükme |
Minimum işleme yuvarlak boru bükme boru çapı | mm | φ219 |
Maksimum işleme yuvarlak boru bükme boru çapı | mm | φ762 |
Yuvarlak boru bükme boru et kalınlığının işlenmesi | mm | 6~30 |
Boru bükme yarıçapı | R(Bükme Yarıçapı) | R=2M~20M |
Boru bükme açısı | 0 | 120 |
En büyük işleme kare boru bükülmüş boru çapı | mm | 400*400 |
Minimum işleme kare boru bükme boru çapı | mm | 300*300 |
Boru et kalınlığının işlenmesi | mm | 6~30 |
Kare boru bükme yarıçapı | R(Bükme Yarıçapı) | R=2M~20M |
Makine çalışma sistemi basıncı | mpa | 21 |
Ekipman ileri itme | T | 200 |
Ana silindir etkili strok | mm | 12000 |
Boru bükme hızı ayar aralığı | mm/sn | 0.25~3 |
Kare boru bükme hızı ayar aralığı | mm/sn | 0.25~3 |
Hidrolik ekipman gücü | KW | 37 |
Ana gövde kapasitesi | KW | 37 |
Makine anahattı | M | 28*2.2*1.6 |
Makine toplam ağırlığı | T | 28 |
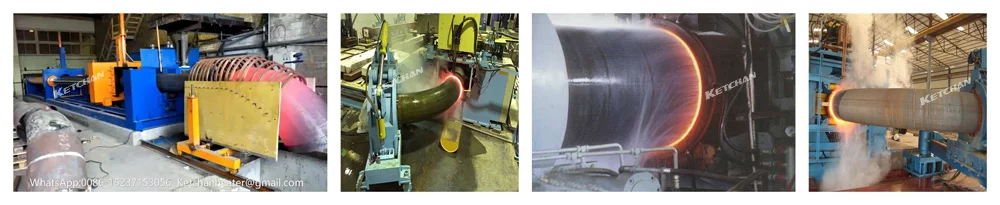
Yüksek Frekanslı İndüksiyon Bükme Makinası uygulamaları
Uygun indüksiyonlu ısıtma makinesi nasıl seçilir?
İndüksiyonlu ısıtma makineleri, ısıl işlem üretim döneminde çok geniş uygulama alanlarına sahiptir. Uygun indüksiyonlu ısıtma makinelerini seçerken aşağıdaki teknik veriler ve istekler dikkate alınmalıdır.
- Isıtılmış parçaların genel boyutu ve şekli: Büyük iş parçası, çubuk malzeme, katı malzeme, daha büyük güç, düşük frekanslı indüksiyonlu ısıtma ekipmanı seçilmelidir; İş parçası küçükse, boru, plaka, dişli vb., indüksiyonlu ısıtma ekipmanı, daha düşük güç ve yüksek frekanslı indüksiyon bükme makinesi seçilmelidir.
- Metal parçalar ısıtma derinliği ve alanı: Yüksek ısıtma derinliği gerekiyorsa, daha büyük bir ısıtma alanı daha büyük güç, daha düşük frekanslı indüksiyonlu ısıtma makinesi seçmelidir. Daha az ısıtma derinliği, daha küçük ısıtma alanı veya yerel ısıtma gerekiyorsa, daha küçük güç, yüksek frekanslı indüksiyonlu ısıtma makinesi seçilmelidir.
- Isıtma hızı talepleri: Daha hızlı ısıtma hızı, daha büyük güç, yüksek frekanslı indüksiyonlu ısıtma makinesi seçmelidir.
- Sürekli çalışma süresi talepleri: Uzun çalışma süresi isteniyorsa, daha büyük güç indüksiyonlu ısıtma makinelerini seçmelisiniz.
- Isıtma işlemi talepleri: Farklı ısıtma talepleri ile birlikte farklı ısıtma prosesleri için, tercihinize uygun endüksiyonlu ısıtma sistemleri önermek için mühendislerimize danışabilirsiniz.




{kind=link}
{kind=link}
{kind=link}
{kind=link}