Bilyalı saplamanın ana işlevi, tekerleğin yukarı ve aşağı hareketini ve direksiyon hareketini gerçekleştirmektir. Bilyalı saplama, arabanın sürüş ve direksiyon işlevlerini tamamlamak için önemli bir güvenlik parçasıdır. Bilyalı saplama parçalarının kullanım koşulları, bilyalı saplamanın, tekerlekten gelen kuvvet ve titreşime dayanacak yeterli güce ve dayanıklılığa sahip olması gerektiğini belirler; bu, parçanın ısıl işlem kontrolünün, sağlamlık ve dayanıklılık sağlamak için önemli bir faktör olduğu anlamına gelir. , Burada, bilyalı saplamalar için endüksiyonlu ısıl işlemin uzun vadeli iyileştirme deneyimi, referans olması için meslektaşlarınıza tanıtılmaktadır.

1. Bilyalı saplamanın ana üretim süreci
Kamyonda kullanılan bilyalı saplama, ulusal standart 45 çelikten yapılmıştır. Bilyalı saplamanın kullanımına ve teknik gereksinimlerine göre, bilyalı saplamanın yüzeyinin yüksek aşınma direncine ve dayanıklılığa sahip olması gerekmektedir. Ana işlem: kesme → Sabunlaştırma → Soğuk başlık → Söndürme ve temperleme → Delme → Kaba tornalama → Kaba taşlama → İnce tornalama → İnce taşlama → Diş çekme → İndüksiyonla ısıtma ve su verme, temperleme → Tahribatsız test → Paketleme → depolama.
2. Top saplama indüksiyon ısıl işlem teknik gereksinimleri
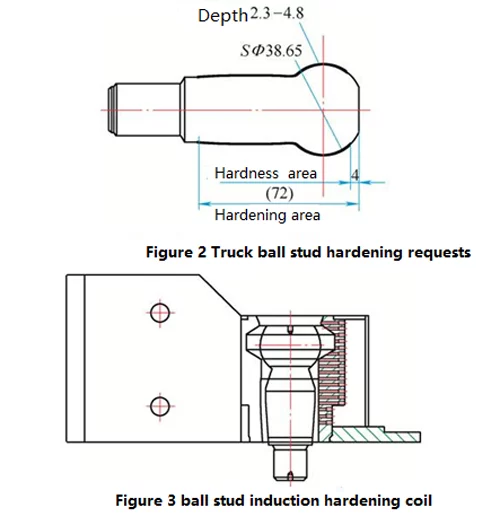
Bilyalı saplamanın teknik gereksinimlerine göre (bkz. Şekil 2), söndürme ve temperleme için orta frekanslı endüksiyonlu ısıtma kullanılır. 200kW gücünde ve 8000Hz frekansında ara frekanslı ısıtma makinesi; söndürme soğutma ortamı temiz sudur, su sıcaklığı 20 ~ 40 ℃ ve söndürme suyu basıncı 0.2 ~ 0.8MPa'dır; Temperleme, iyi tip bir tavlama fırını ve 180°C tavlama sıcaklığını benimser. Kullanılan ısıtma indüktörünün yapısı Şekil 3'te gösterilmektedir.
3. Mevcut sorunlar
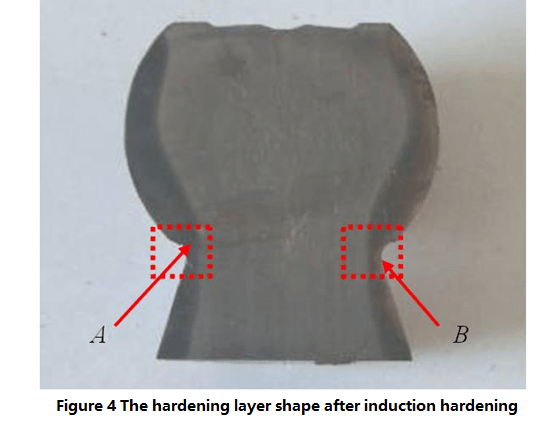
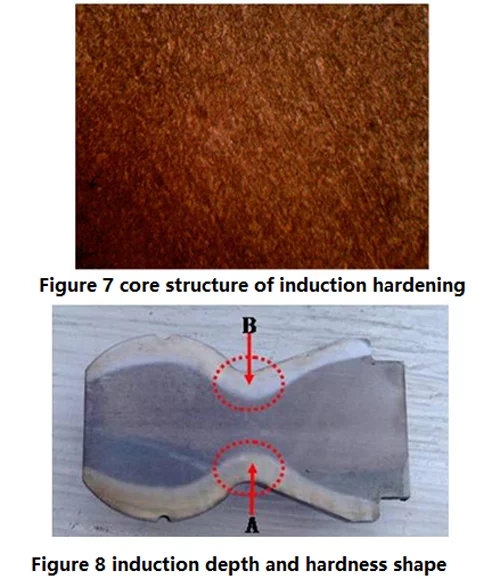
Yukarıda belirtilen ara frekanslı indüksiyonlu ısıl işlem prosesi ile işlenen bilyalı saplama, muayene ile onaylanır: sertlik, martensit yapısı, sertleştirilmiş katman derinliği, sertleştirilmiş alan ve şekil, hepsi niteliklidir ve teknik gereksinimleri karşılar, ancak şeklindedir. Şekil 4, A ve B'de gösterilen sertleştirilmiş tabaka diğer kısımlardan açıkça daha derindir ve sertleştirilmiş tabakanın derinliği çok düzensizdir, bu da ısıl işlemin stabilite kontrolüne büyük zorluklar getirir. Bu nedenle, bu istenmeyen fenomeni iyileştirmeye karar verdik.
4. İyileştirmeler
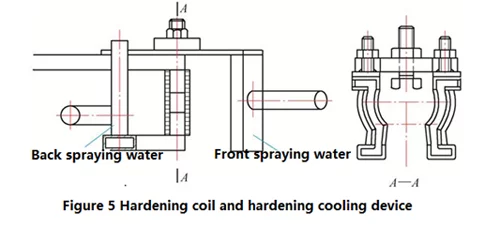
Yeni tasarlanmış indüktör ve söndürme soğutma suyu püskürtme cihazı, bölünmüş bir yapıya sahiptir (bkz. Şekil 5). Sol taraf, tertibata monte edilmiş sensör ve söndürme soğutma suyu püskürtme cihazıdır ve sağ AA kesit görünümü, iş parçası üzerindeki indüktör ve konumlandırma cihazıdır. , İndüktörün şekli, indüktörün etkin halkasının iç tarafı ile iş parçası arasındaki boşluğun homojenliğini sağlar. İş parçası, alt sıkıştırma mekanizmasına yerleştirilir, indüktöre hareket ettirilir, orta konuma ayarlanır, üst konumlandırma cihazı ile sabitlenir ve ardından indirilir. Cihazın kenetleme mekanizması, bilyalı pimi döndürmeye yönlendirir ve parçaları ısıtmak için sensöre enerji verilir. Isıtma tamamlandıktan sonra soğutma ve söndürme için ön ve arka söndürme suyu sprey kutularına püskürtülür. Yukarıdaki işlem, söndürülmemiş bilyalı saplama için tekrarlanır ve söndürülmüş bilyeli saplama, tavlama için tavlama fırınına konur.
5. Efektleri iyileştirin
Bilyalı saplamanın yeniden endüksiyonlu ısıl işlemi için yukarıdaki iyileştirme önlemlerini uygulayın. Muayeneden sonra, temperlenmiş sertlik 60HRC'dir; 2. sınıf; Sertleştirilmiş tabakanın derinliği 3.2~4.0 mm'dir, Şekil 8'de gösterildiği gibi, geliştirilmiş bilyalı saplama ile sertleştirilmiş tabakanın şekli ve tabaka derinliği, özellikle Şekil 8'deki A ve B'deki sertleştirilmiş tabakanın derinliği nispeten tekdüzedir. önemli ölçüde iyileştirildi, ancak üretim sürecinde operatör, bağlama ve boşaltma verimliliğinin düşük olduğunu ve bunun da iyileştirme öncesine göre daha düşük bir çıktıyla sonuçlandığını bildirdi.
6. Tekrar iyileştirin
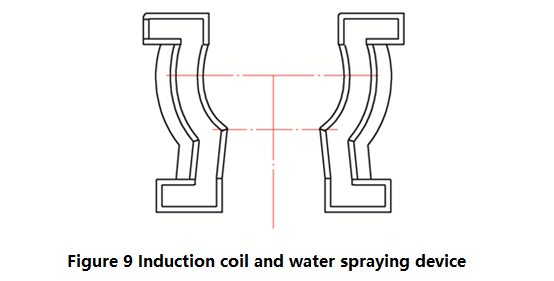
Bağlama ve boşaltmanın düşük verimliliği göz önüne alındığında, esas olarak yeni tasarlanmış konumlandırma ve bağlama cihazının yeterince makul olmadığını ve bunun daha fazla manuel işleme yol açtığını ve uzun zaman aldığını analiz ediyoruz. Bu nedenle, orijinal konumlandırma ve bağlamanın yerini alacak bir dikey takım tezgahı sunmaya karar verdik. Bu, orijinal sabitleme somununun süresini ve iş parçası alt sıkıştırma mekanizmasına yerleştirildiğinde iş parçasının indüktöre hareket etme süresini azaltır. Bu nedenle, Şekil 5'te gösterilen karşılık gelen bölünmüş indüktör ve söndürme soğutma suyu püskürtme cihazı AA Görünüm, Şekil 9'te gösterilen duruma değişir. XNUMX.
Geliştirilmiş kenetleme ve konumlandırma mekanizması üretime alındıktan sonra, kenetleme ve boşaltmanın verimliliği normal üretim durumuna geri döner ve bu
üretim gereksinimleri.
7. sonuçlar
Karmaşık şekillere sahip bilyalı saplamaların indüksiyon ısıl işleminin sistematik olarak iyileştirilmesi sayesinde, ısıl işlem süreci tasarımı sürecinde, yalnızca sürekli tasarım, pratik doğrulama, iyileştirme onayı ve yeniden inceleme döngü sürecinin daha derin bir anlayışına sahibiz ve iyileştirme, tüm ısıl işlem sürecini yapabilir. Parça tasarımının gerektirdiği teknik performans gereksinimlerini daha iyi karşılamak için sistem sürekli olarak iyileştirilmektedir.
Etiketler:Top dübel yüzey sertleştirme makinesi, top başlı pim indüksiyon sertleştirme, Bilyalı Pim Sertleştirme Makinası, top pin indüksiyon ısıl işlem makinesi, bilyalı soket indüksiyon sertleştirme, Bilyalı Soket İndüksiyon Temperleme Makinası, bilyalı saplama indüksiyon sertleştirme, Bilyalı Saplama İndüksiyon Sertleştirme Çözümleri, indüksiyon sertleştirme, indüksiyon sertleştirme aleti, indüksiyon söndürme bilyalı saplama
İlgili Ürünler
-
 CNC Sertleştirme Sistemi
CNC Sertleştirme SistemiCNC Söndürme Tezgahı
-
CNC Sertleştirme Sistemi
CNC İndüksiyon Sertleştirme Makinesi
-
İndüksiyonlu Isıl İşlem sistemi
Top Saplama İndüksiyon Sertleştirme Makinası


