Halka Dişli İndüksiyon Sertleştirme
Halka dişli (dış halka dişli ve iç dişli dahil) yaygın olarak kullanılan bir mekanik transmisyon parçasıdır, özellikle büyük çaplı halka dişli, endüksiyonla ısıtma ve söndürme işlemi yoluyla yüzey güçlendirme için yaygın olarak kullanılır. Halka dişli indüksiyon sertleştirme makinesi, basit prosesi, küçük parça deformasyonu, parçaların kısmen işlenmesi, yüksek üretim verimliliği, enerji tasarrufu, temiz üretim, daha az çevre kirliliği ve sürecin kolay mekanizasyonu ve otomasyonu nedeniyle yaygın olarak kullanılmaktadır.
Halka Dişli İndüksiyon Sertleştirme Uygulamaları
Halka dişli endüksiyonla sertleştirme yöntemleri
Dört çeşit halka dişli endüksiyonlu ısıtma ve söndürme yöntemi vardır; bunlar, aralıklı halka dişli endüksiyon sertleştirme, diş diş dişli endüksiyon sertleştirme, döndürme sertleştirme dişli endüksiyon sertleştirme ve çift frekanslı endüksiyon sertleştirmedir. Diş oluğu boyunca indüksiyonla sertleştirme ve dişten dişe indüksiyonla sertleştirme işlemi, özellikle büyük çaplı (2.5 m'ye kadar) ve büyük modüllere sahip dış ve iç halka dişliler için uygundur, ancak küçük çaplı ve küçük modül dişliler için uygun değildir. (modüller). 6'dan az).
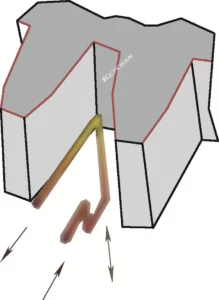
- Aralıklı halka dişli indüksiyon sertleştirme: Diş kenarı ve diş kökü sertleşmiştir ve diş tepesinin ortasında sertleşmiş bir tabaka yoktur (bkz. Şekil 1). Bu yöntemin ısıl işlem deformasyonu küçüktür, ancak üretim verimliliği düşüktür.
- Aralıklı halka dişli indüksiyon sertleştirme: Diş kenarı ve diş kökü sertleşmiştir ve diş tepesinin ortasında sertleşmiş bir tabaka yoktur (bkz. Şekil 1). Bu yöntemin ısıl işlem deformasyonu küçüktür, ancak üretim verimliliği düşüktür.
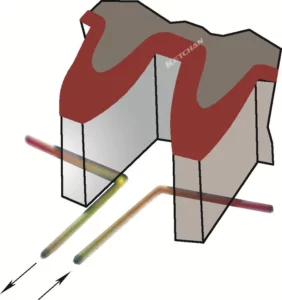
- Spin ring dişli endüksiyonla sertleştirme: Tek turlu taramalı su verme veya aynı anda çok turlu ısıtmalı su verme, dişler temel olarak tamamen söndürülür ve kök sertleştirme tabakası sığdır (bkz. Şekil 3). Orta ve küçük dişliler için uygundur, yüksek hızlı ağır hizmet dişlileri için uygun değildir.
- Çift frekans indüksiyon sertleştirme: Ara frekans, diş yuvasını önceden ısıtır ve yüksek frekans, temel olarak diş profili boyunca dağılmış sertleştirilmiş bir tabaka elde etmek için diş üstünü ısıtır.
Aralıklı halka dişli endüksiyonla sertleştirme teknik noktaları
(1). Halka dişlinin diş oluğu boyunca endüksiyonla sertleştirmenin ortak frekansı 1~30kHz'dir ve indüktör ile parça arasındaki boşluk 0.5~1 mm'de kontrol edilir.
(2). Dişli indüktörler boyunca üretilen girdap akımları, kökte en yüksek akım yoğunluğuna sahip kelebek şeklindedir. Bu nedenle, indüktör bir manyetik iletken ile donatılmalıdır ve diş kökü yüzeyine bitişik indüktörün akım yoğunluğu, indüktörün verimini artırmak için çentik sürme etkisi kullanılarak arttırılabilir.
(3). İndüksiyon bobininin bitişik iki kanat ile çok simetrik olması ve kanatlar ile diş kökleri arasındaki boşluğun sıkı bir şekilde kontrol edilmesi gerekmektedir.
(4). Diş yüzeyinin ve diş kökünün ısıtma sıcaklığının eşit olmasını sağlamak ve su verme çatlamasını önlemek için indüktörün yüksekliğini ve manyetik iletkenin miktarını makul bir şekilde eşleştirin.


Halka dişli endüksiyon bobinleri nasıl yapılır?
(1) Tek döngü endüksiyon bobini
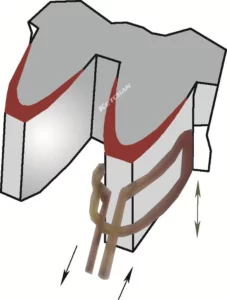
(2)Dal döngü İndüksiyon bobini
Ana devre merkezdedir ve iki yan devre her iki taraftadır. Ana devre akımı, yan devre akımının iki katıdır, bu da halka dişlinin giriş ve çıkış uç yüzlerindeki keskin köşelerin aşırı ısınma görüntüsünü etkili bir şekilde azaltabilir.
Endüksiyon bobini yüksek üretim hassasiyetine ve uzun hizmet ömrüne sahiptir ve erken hasar görmesini önlemek için kullanım sırasında dikkatli bir şekilde ayarlanması gerekir.
Halka dişli indüksiyon sertleştirme kalitesi nasıl geliştirilir?
- Sertleştirilmiş tabaka düzensiz dağılmıştır, bir tarafı yüksek sertliğe ve derin bir sert tabakaya sahiptir; diğer taraf ise düşük sertliğe ve sığ bir sert tabakaya sahiptir. Bunun nedeni, diş oluğu boyunca indüksiyonla sertleştirmenin, halka indüktörün döner indüksiyonla sertleştirmesine kıyasla yüksek konum hassasiyetine sahip olmasıdır. Diş tarafı ile indüktör arasındaki boşluğun oldukça simetrik dağılımını sağlamak için yüksek hassasiyetli bir konumlandırma cihazı tasarlamak ve üretmek gereklidir. Simetrik değilse, indüktör ile yan taraftaki parçalar arasında küçük bir boşluk ile kısa devre arkına da neden olabilir ve bu da indüktörün erken hasar görmesine neden olabilir.
- Sertleştirilmiş yan tavlanmış. Bunun nedeni, yardımcı soğutma cihazının doğru ayarlanmamış olması veya soğutma sıvısı miktarının yetersiz olmasıdır.
- İndüksiyon bobininin burun ucundaki bakır boru aşırı ısınmış. Diş oluğu boyunca gömülmemiş tarama söndürme işlemini kullanırken, indüktör ile parça arasındaki nispeten küçük boşluk, ısıtma yüzeyinin ısı radyasyonu ve sınırlı boyutu nedeniyle bakır boru kolayca aşırı ısınır ve yanar. burunda bakır boru. indüksiyon bobinine zarar vermek için. Bu nedenle indüktör, soğutma ortamının geçmesi için yeterli akış ve basınç olmasını sağlamalıdır.
- Endüksiyon işlemi sırasında çember dişlinin şekli ve konumu değişir. Diş oluğu boyunca tarama ve söndürme yaparken, son işlem görmüş diş 0.1 ila 0.3 mm dışarı çıkacaktır. İndüksiyon bobininin deformasyonu, termal genleşmesi ve yanlış ayarlanması, parçalara ve indüksiyon bobinine zarar verecektir. Bu nedenle, indüktör ile diş tarafı arasındaki boşluk belirlenirken termal genleşme faktörü dikkate alınmalı ve boşluğu sağlamak için uygun bir limit cihazı kullanılmalıdır.
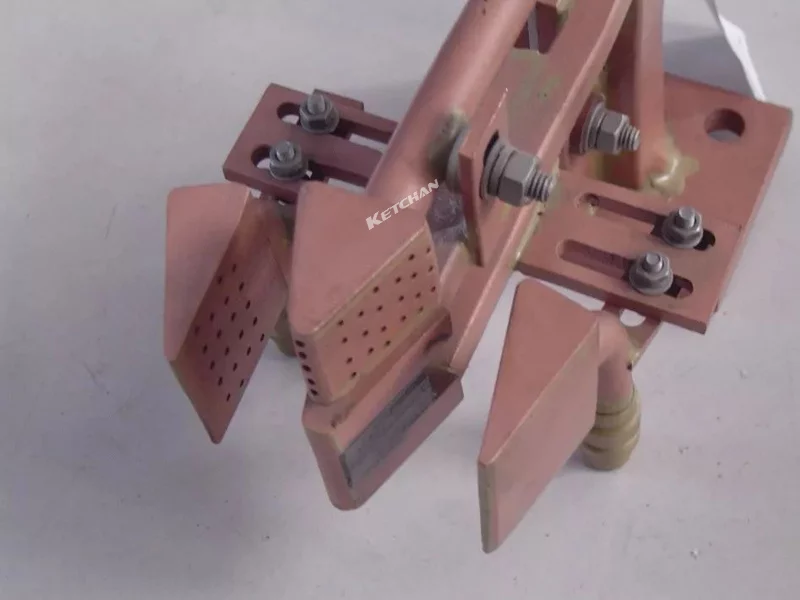
- İndüktör mıknatıslayıcının performansı düşer. Manyetik iletkenin çalışma koşulları serttir ve yüksek yoğunluklu bir manyetik alanda ve yüksek akım ortamında aşırı ısınarak kolayca zarar görür (bkz. Şekil 7). Aynı zamanda, su verme ortamı ve korozyon performansını düşürecektir. Bu nedenle indüksiyon bobininin günlük bakımı ve bakımı konusunda iyi bir iş çıkarmak gerekmektedir.
İndüksiyon bobini aşırı ısınma hasarı
")
Etiketler:indüksiyonla sertleştirme, dişli indüksiyon sertleştirme, indüksiyonla sertleşen iç yivler, indüksiyon sertleştirme makinası, döner halkaların indüksiyonla sertleştirilmesi, indüksiyon sertleştirme halkaları, indüksiyon sertleştirme dişli dişliler, indüksiyon ısıl işlem sistemi, indüksiyon söndürme makinesi, halka dişli ısıl işlem, halka dişli endüksiyonla sertleştirme, döner yatak endüksiyonla sertleştirme
İlgili Ürünler
-
 İndüksiyon Bobinleri
İndüksiyon Bobinleriİndüksiyon Sertleştirme Bobini
-
CNC Sertleştirme Sistemi
CNC İndüksiyon Sertleştirme Makinesi
-
 İndüksiyonlu Isıl İşlem sistemi
İndüksiyonlu Isıl İşlem sistemiDişli Sertleştirme Makinesi



{kind=link}