Yivli parçaların indüksiyon sertleştirmesi nasıl yapılır?
Şu anda, eksantrik mili açma olukları, diferansiyel muhafazaları, vb. gibi birçok yivli su verilmiş parça türü vardır. Ancak, yivli parçaların su verme kalitesi garanti edilmemiştir ve su verme de çok zordur. Bu yazıda, oluk tipi söndürme indüktörü bir ve iki formda geliştirildi ve proses hata ayıklamasında ayarlandı, böylece söndürme etkisi ideal ve çeşitli oluk parçalarının gereksinimlerini karşılıyor.
1. Yivli parçalar için söndürme indüktörleri hakkında tartışma
(1) Yivli söndürme indüktörlerinin durumu
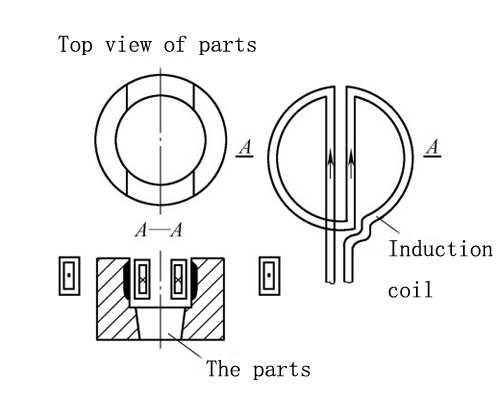
Parça yuvasının iç tarafı ısıtılır, özellikle iç taraf genişliği küçük olduğunda indüktörü tasarlamak zordur. Şekil 1'deki indüktör, iç yüzeyi yüksek verimlilikle ısıtmak için yakınlık etkisi ilkesini kullanır. İndüktörün aktif kısmı ortadaki iki iletken borudur. İki tüpün akım yönleri her an aynı yönde olduğu için iletken tüpteki akım dışarıya doğru sıkıştırılır. İki iletken boruya mıknatıs eklenmemesine rağmen, oldukça yüksek ısıtma verimliliğine sahiptirler.
Şekil 1 Yuvanın içindeki iki telli ısıtma indüktörü
(2) Küçük açma yuvalı söndürme indüktörünün tasarımı
Slot genişliği 9mm olduğu için indüktörü yapmak için iki iletken boru kullanılır, kullanılan bakır borular çok küçüktür, imalatı zordur ve indüktörün ömrü çok kısadır. Bu nedenle, iyileştirilir ve ısıtma için tek bir bakır boru kullanılır ve ısıtma için indüksiyonlu ısıtmanın yakınlık etkisi kullanılır (bkz. Şekil 2).
Şekil 2 Geliştirilmiş endüstri yapısı
2. Oluk söndürme indüktörünün uygulanması
Daha sonra sırasıyla eksantrik mili yivleri ve diferansiyel kasasının açma yivleri ile su verme testleri yapılmıştır.
(1) Eksantrik mili açık oluğunun söndürme işlemi testi
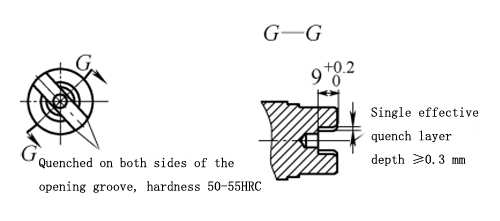
Eksantrik milinin açık oluğunu söndürmek için bir eksantrik mili üreticisi şirketimize emanet edilmiştir. Açık oluğun genişliği 9.3 mm, derinliği 9 mm ve oluk genişliğinin deformasyonu 0.1 mm'den küçük veya eşittir (bkz. Şekil 3).
İNCİR. 3 Eksantrik mili açıklıkları için teknik gereksinimler
İndüktörün ısıtma kısmı önce dikdörtgen kesitli bir bakır boru ile ısıtılır (bkz. Şekil 4), ısıtma yüzeyi ile açma yuvasının alt yüzeyi arasındaki boşluğu ayarlayın ve söndürme için 50kW, 30kHz frekansı kullanın, söndürme alan sadece yaklaşık 4 mm'dir ve bu teknik gereksinimleri karşılamaktan uzaktır. İndüktör yapısının iyileştirilmesi gerekiyor.
Şekil 4 Dikdörtgen kesitli etkili ısıtma yüzeyli (30kHz) bakır borunun söndürme örnek bloğu
İndüktörün ısıtma kısmı trapez kesitli bir bakır boru kullanır (bkz. Şekil 5), ısıtma yüzeyi ile açılış yuvasının alt yüzeyi arasındaki boşluğu ayarlar ve söndürme için 30kHz, 50kW frekans kullanır, söndürme alanı sadece 8 mm'dir, hala 9mm gereksinimini karşılamıyor, ancak teknik gereksinimlere çok yaklaşıyor, şu anda işlem parametrelerini ayarlamak gerekiyor.
Şekil 5 Trapez kesitli etkili ısıtma yüzeyi (30kHz) olan bakır borunun söndürme numune bloğu
İndüktörün ısıtma kısmı için trapez kesitli bakır boru kullanmayı deneyin, ısıtma yüzeyi ile açık oluğun alt yüzeyi arasındaki boşluğu ayarlayın ve söndürme için 5.8kHz frekans, 90kW kısa süreli ısıtma, derinlik ve tüm açık oluğun her iki tarafındaki sertleştirilmiş tabakanın sertliği teknik gereklilikleri karşılar, açıklık Ayrıca oluğun alt yüzeyinde ve dik açılarda sertleştirilmiş bir tabaka vardır (bkz. Şekil 6) ve deformasyon da küçüktür ( ekteki tabloya bakın) ve müşteri çok memnun.
(2) Diferansiyel kasanın açılış yuvasının proses testi
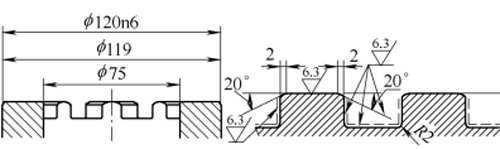
Şirketimiz, bir otomobil üreticisi tarafından diferansiyel kasasının bağlantı yivini söndürmek üzere görevlendirilmiştir (bkz. Şekil 7). Oluk genişliği 18.5 mm ve derinlik 9 mm'dir. 8 yiv, Φ120 ve Φ75 halkalarına eşit olarak dağılmıştır. Teknik gereklilik dövmedir Su verme ve temperleme işleminden sonra 90~230HBW, noktalı çizgili kısım endüksiyonla sertleştirilmiştir, yüzey sertliği 53~59HRC, Ds=2~3mm'dir.
Şekil 7 Diferansiyel kasasının açma yuvası için teknik gereksinimler
Ön tarafta trapez kesitli indüktörün söndürme etkisi ideal olduğu için bu indüktör yapısı daha sonraki testlerde de kullanılır. Isıtma ve soğutma için 5.8kHz, 98kW kullanın, indüktör ile tankın alt yüzeyi arasındaki boşluk 0.5~1 mm'dir ve ısıtma 5.2 sn'dir (not: su verme alanının yakınında temperlemeyi önlemek için bir yardımcı soğutma sistemi ekleyin) açık tank). R2mm filetosunda sertleşmiş katman olmadığını kontrol edin (bkz. Şekil 8). Sensörün konumu ve proses parametreleri düzeltilmelidir.
Şekil 8 Diferansiyel kasanın ilk söndürülmüş numunesi
Yukarıdaki teste göre, aşağıdaki düzeltmeler yapılmıştır: alt kenar boşluğunu 1~1.5 mm'ye yükseltin, ısıtma ve söndürme için 5.8kHz, 98kW kullanın ve ısıtma ve söndürme için ısıtma süresini 6.5 saniyeye çıkarın (Not: Söndürme bölgesinin temperlenmiş açık yuvaya bitişik olmasını önlemek için yardımcı soğutma sistemi). Test sonuçları: Oluğun her iki tarafındaki yüzey sertliği 55-56HRC, Ds=2mm; R2mm'deki yüzey sertliği 55HRC, Ds=1.5mm'dir; oluk alt yüzeyinin yüzey sertliği 56HRC, Ds=3mm'dir (bkz. Şekil 9). Test sonuçları teknik gereklilikleri karşılamaktadır.
Şekil 9 Diferansiyel kasanın ikinci su verme örneği
3. Sonuç
Su verme oluğu parçalarının kilit noktaları şunlardır: indüktörün yapısı ve etkili ısıtma yüzeyi yapısı, indüktör ile söndürme parçası arasındaki boşluk ve söndürme işlemi parametrelerinin eşleşmesi (frekans, güç, ısıtma süresi, vb.) .) ve söndürme alanının yakınında anti-temperleme soğutma sistemi.
Ek olarak, boşluğun bu tür parçaların sertleştirilmiş tabakasının derinliği üzerinde çok belirgin bir etkisi vardır ve sensörün iki tarafı ile açma oluğunun kenarı arasındaki boşluğun tam olarak aynı olmasını sağlamak zordur, bu da sertleştirilmiş tabakanın derinliğini ve şeklini her iki tarafta asimetrik hale getirir, böylece konumlandırma fikstürünün doğruluğu çok yüksek görünür. önemli.