
Yüksek Frekanslı İndüksiyon Sertleştirme Makinesi
1 IGBT yüksek frekanslı indüksiyon sertleştirme makinesi
2 Geniş frekans aralığı hızlı ısıtma hızı
3 Sıcaklık ve zaman iyi kontrol edilebilir
4 Mükemmel
Mil İndüksiyon Sertleştirme Makinası
1 Otomatik şaft indüksiyon sertleştirme makinesi
2 Hızlı ısıtma hızı Daha az oksidasyon
3 Isıtma uzunluğu hız sıcaklığı kontrol edilebilir
4 Düzgün sertleşme hızı yüksek

Top Saplama İndüksiyon Sertleştirme Makinası
1 Bilyalı saplama bilyalı soket indüksiyon sertleştirme makinesi
2 Özelleştirilmiş 1 2 4 8 istasyonlu CNC sertleştirme makinesi
3 Dijital DSP indüksiyonlu ısıtma güç kaynağı

CNC İndüksiyon Sertleştirme Makinesi
1 adet Anahtar teslimi CNC indüksiyon sertleştirme makinesi
Siemens Mitsubishi Fanuc ile 2 CNC programı
3 İthal vidalı servo motor sürücüleri
4 Özelleştir 1 10

Dikey CNC Sertleştirme Tezgahı
1 Dikey CNC sertleştirme tezgahı
2 Siemens CNC kontrol sistemini benimseyin
3 Seri üretim için yüksek otomasyon
4 Sertleştirici entegre tasarımı benimseyin

Yatay Sertleştirme Tezgahı
1 Otomatik yatay sertleştirme tezgahı
2 Her türlü mil sertleştirme durumuna uygundur
3 İndüksiyonla sertleştirme tavlama işlemini tamamlayın
4 Çoklu ile

Yüksek Frekanslı İndüksiyon Sertleştirme Makinesi
1. IGBT yüksek frekanslı indüksiyon sertleştirme makinesi.
2. Geniş frekans aralığı, hızlı ısıtma hızı.
3. Sıcaklık ve süre iyi kontrol edilebilir.
4. Mükemmel kendini koruma alarm fonksiyonları.
5. Üniform sertleşme sonucu.
6. Farklı indüksiyon sertleştirme bobinlerini özelleştirin.

Mil İndüksiyon Sertleştirme Makinası
1. Otomatik şaft endüksiyon sertleştirme makinesi.
2. Hızlı ısıtma hızı, Daha az oksidasyon.
3. Isıtma uzunluğu, hızı, sıcaklığı kontrol edebilir.
4. Düzgün sertleşme hızı, yüksek kontrol hassasiyeti.
5. Farklı endüksiyon bobinlerini özelleştirin.
6. Daha fazla enerji tasarrufu, daha yeşil ortam.

Top Saplama İndüksiyon Sertleştirme Makinası
1. Bilyalı saplama, bilyalı soket indüksiyon sertleştirme makinesi.
2. Özelleştirilmiş 1/2/4/8 istasyonlu CNC sertleştirme makinesi.
3. Dijital DSP indüksiyonlu ısıtma güç kaynağı.
4. Özel olarak özelleştirilmiş indüksiyon sertleştirme bobini.
5. Patentli indüksiyon sertleştirme trafosu ile eşleştirin.
6. Komple yuvarlak pim indüksiyon sertleştirme anahtar teslimi proje.

CNC İndüksiyon Sertleştirme Makinesi
1. Anahtar teslimi CNC indüksiyon sertleştirme makinesi.
2. Siemens/Mitsubishi/Fanuc ile CNC programı.
3. İthal vidalı mil, servo motor sürücüleri.
4. 1-10 çalışma istasyonunu özelleştirin.
5. İşlem parametresi izleme sistemini eşleştirin.
6. CE, SGS ile doğrudan tedarikçiyiz.

Dikey CNC Sertleştirme Tezgahı
1. Dikey CNC sertleştirme tezgahı.
2. Siemens CNC kontrol sistemini benimseyin.
3. Seri üretim için yüksek otomasyon.
4. Sertleştirme entegre tasarımını benimseyin.
5. Farklı sertleştirme yöntemlerini kavrar.
6. 1-10 çalışma istasyonunu özelleştirin.

Yatay Sertleştirme Tezgahı
1. Otomatik yatay sertleştirme tezgahı.
2. Her türlü mil sertleştirme durumlarına uygundur.
3. İndüksiyonla sertleştirme tavlama işlemini tamamlayın.
4. Çok dilli ünlü CNC sistemi ile.
5. Ücretsiz indüksiyon ısıl işlem süreci sağlayın.
6. Denizaşırı hizmeti destekleyin, 24 saat çalışıyor.

Rayın İndüksiyonla Sertleştirilmesi
Metalin türüne, istenen sertliğe ve mevcut ekipmana bağlı olarak metal rayın yüzeyini sertleştirmenin farklı yöntemleri vardır. Yaygın yöntemlerden bazıları

Hafriyat Makinası Burcu İndüksiyonla Sertleştirme
Hafriyat Makinesi Burcunun indüksiyonla sertleştirilmesi, hafriyat ekipmanında kullanılan çelik parçaların sertliğini ve dayanıklılığını arttırmak için indüklenmiş ısı ve hızlı soğutmayı kullanan bir işlemdir1.
İndüksiyonla Sertleştirme Prosesi Rehberi
KETCHANİndüksiyonla Isıtma Makinesi Frekans Aralığı: 1 kHz-600 kHz Makine Fiyatını Al İndüksiyonla sertleştirme, metal bir parçanın alternatif bir ısıl işlemle ısıtıldığı bir yüzey sertleştirme türüdür.

Jantların İndüksiyonla Sertleştirilmesi
Tekerleklerin indüksiyonla sertleştirilmesi, dişlilerin sertliğini ve aşınma direncini arttırmak için dişli çarkların yüzeyinin ısıtılması ve söndürülmesi işlemidir. İndüksiyonla ısıtma, elektromanyetik bir alan kullanır.
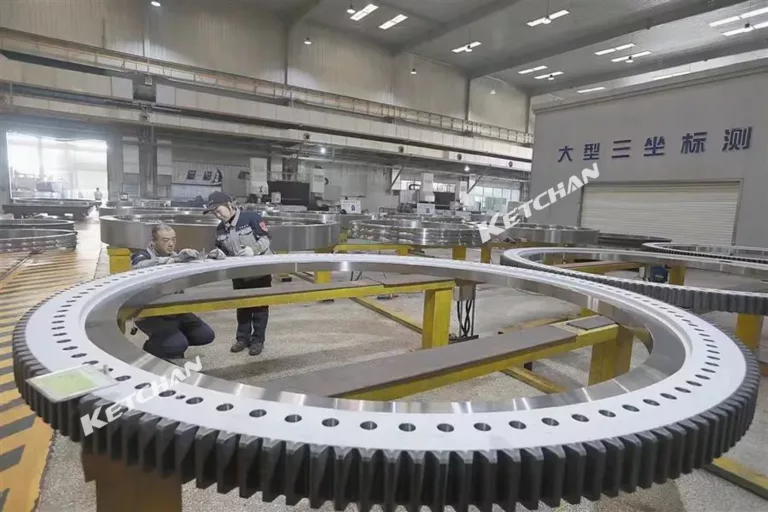
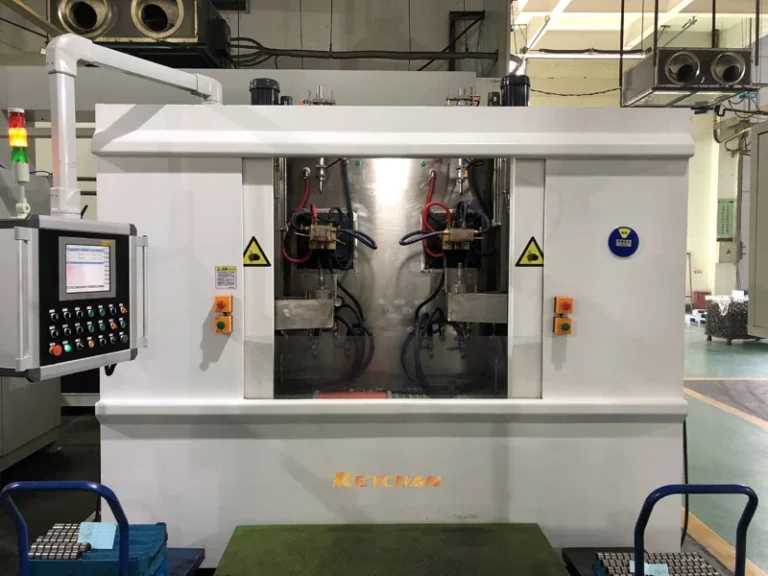
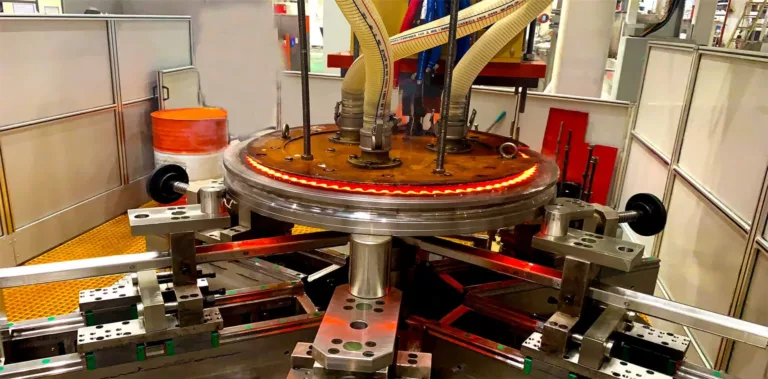
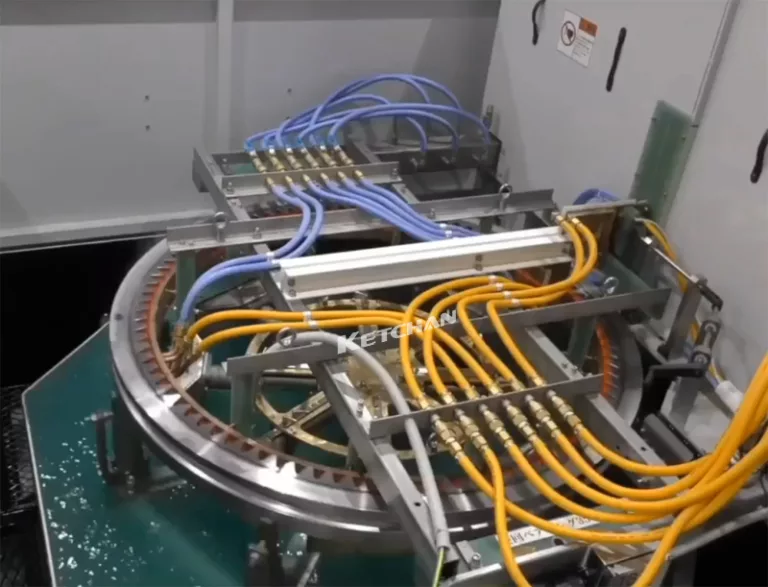
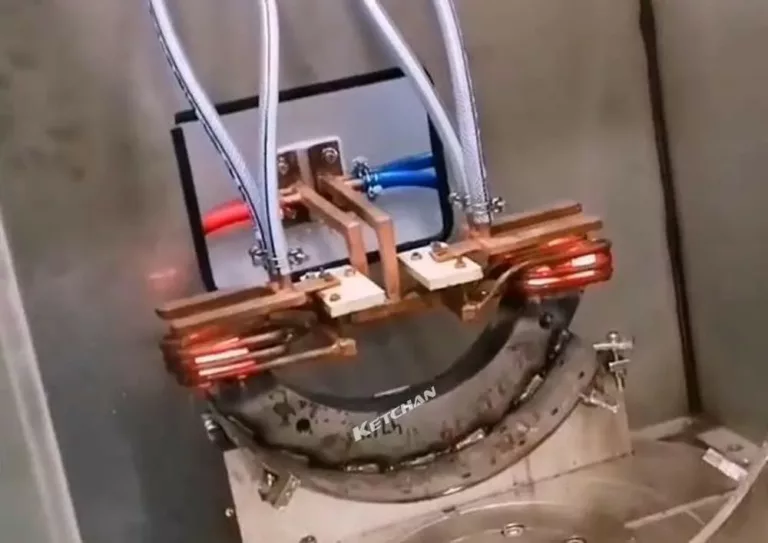
Rüzgar Enerjisi Jeneratörü Rulman İndüksiyon Sertleştirme
Rüzgar Enerjisi Jeneratörü Rulmanları için CNC Sertleştirme Tezgahı Rüzgar enerjisi jeneratörlerindeki büyük rulmanlar, rüzgar türbinlerinin tasarımındaki temel bileşenlerdir. Sertleşme kalitesi

Elektrikli Araç İndüksiyonlu Isıtma & Sertleştirme & Lehimleme
Elektrikli Araçlar ve İndüksiyonla Isıtma Son birkaç yılda insanların elektrikli araçlara olan talebi önemli ölçüde arttı ve elektrikli araçlar büyük şirketlerin takip ettiği yeni bir yol haline geldi.
Dişlilerin Çift Frekanslı Endüksiyonla Sertleştirilmesi
Çift frekanslı indüksiyonla ısıtma prensibi Geleneksel (geleneksel) çift frekanslı indüksiyonla sertleştirme, iki frekanslı güç kaynağının sırasıyla iki indüktöre uygulanması ve dişlinin önceden ısıtılması gerektiğidir

İndüksiyonla Sertleştirme Otomobil Bileşenleri
https://www.youtube.com/watch?v=w3wKmfnNGs8 Parts can reflect the extent of induction hardening of an average car. Induction hardening of constant-speed links (sleeves and cylinders for front-drive sedans), axles and rear axle drive

Bilyalı saplama ve bilyalı soket indüksiyon sertleştirme makinesi
Bilyalı saplamanın ana işlevi tekerleğin yukarı ve aşağı hareketini ve direksiyon hareketini gerçekleştirmektir. Bilyalı saplama önemli bir güvenliktir

Beton Pompası Tüp İç Yüzey Sertleştirme Makinası
1. Dijital beton pompası borusu iç yüzeyi endüksiyonla sertleştirme.
2. Özelleştirilmiş boru iç delik indüksiyon sertleştirme sistemi.
3. İndüksiyonla ısıtma sertleştirme borusu uzunluğu 3.5 m'ye kadar.
4. Hızlı ısıtma hızı, çok fazla enerji tasarrufu sağlar.
5. Anahtar teslim boru indüksiyon sertleştirme projesidir.

Milin İndüksiyonla Sertleştirilmesi
Uygulamalar: Burulma ve bükülme gibi değişken yüklere maruz kalan iş parçasında, yüzey katmanının çekirdekten daha yüksek gerilime veya aşınma direncine dayanması gerekir ve

İndüksiyon Sertleştirme Ekipmanları
İndüksiyonla sertleştirme ekipmanı, indüksiyonla ısıtma prensibi kullanılarak mekanik parçaların yüzey sertleştirilmesi ve yoluyla sertleştirilmesi için kullanılan bir ısıtma sistemidir. İndüksiyonla ısıtma, ısının uygulanmasına izin verir
Otomobil Parçaları için İndüksiyonla Isıtma Çözümleri
İndüksiyonla Isıl İşlemin Avantajları ve Dezavantajları Otomobil Parçaları İndüksiyonla ısıl işlem, metal parçaları veya bileşenleri doğrudan temas olmadan ısıtmak için elektromanyetik alanları kullanan bir işlemdir. Bu

Kompozit Malzemelerin İndüksiyonla Isıtması
İndüksiyonla ısıtma, ferromanyetik ve iletken malzemeleri ısıtmak için alternatif bir elektromanyetik alan kullanan ve geçmişte polimerik malzemelere ve kompozitlere uyarlanmış bir teknolojidir.

İndüksiyonlu Isıtma Teknolojisi 5G Sektörü İçin Neler Yapabilir?
İndüksiyonla ısıtma teknolojisi, 5G bileşenlerinin ve cihazlarının üretimi, test edilmesi ve onarılması açısından 5G endüstrisine potansiyel olarak fayda sağlayabilir. Mesela: 5G bileşenlerinin imalatı ve
Elektrikli Araç İndüksiyonlu Isıtma & Sertleştirme & Lehimleme
Elektrikli Araçlar ve İndüksiyonla Isıtma Son birkaç yılda insanların elektrikli araçlara olan talebi önemli ölçüde arttı ve elektrikli araçlar büyük şirketlerin takip ettiği yeni bir yol haline geldi.
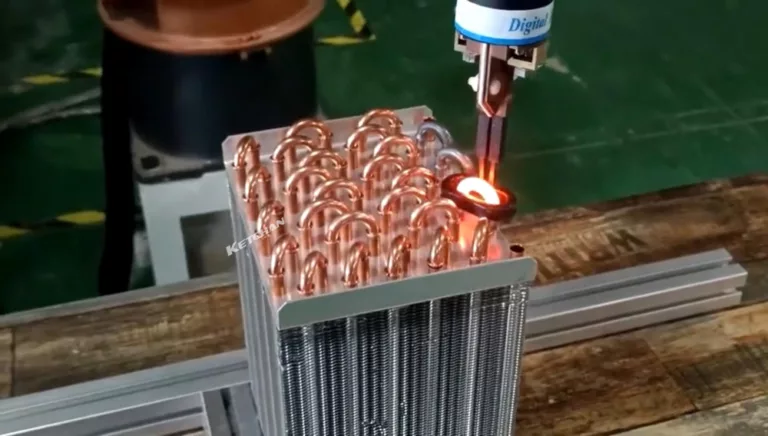
İndüksiyon Lehimleme Hassas Çözümleri
İndüksiyon lehimleme nedir? İndüksiyon lehimleme, iki veya daha fazla elektriksel olarak iletken malzemeyi bir dolgu maddesiyle birleştirmek üzere ısıtmak için hassas bir elektromanyetik alan kullanarak çalışır.

HVAC Endüstrisi İçin İndüksiyon Lehimleme Çözümleri
Klima aksesuarlarının bileşimi Klima aksesuarları arasında devre kontrol kartları, kablolu kontrolörler, manifoldlar, soğutucular, elektronik genleşme valfleri, motorlar, kompresörler, sıvı aynaları ve küresel vanalar bulunur. Yüksek frekanslı indüksiyonlu lehimleme teknolojisi